


第一章
介紹
本研究旨在開發一種創新的放電加工(EDM)工藝,即干燥和近干燥的EDM銑削,作為快速和精密的模具、模具和工具制造的精加工技術。作為直接金屬沉積(DMD)的后工藝,以干燥和近干的EDM銑削加工為目標,以完成DMD生產的近網狀零件。
1.1. 研究背景
傳統的模具制造是一個耗時的多步驟過程,從一塊原材料開始,然后是計算機數控(CNC)加工、熱處理、數控加工到接近凈形狀,并通過EDM加工、電化學放電加工(ECDM)或手工拋光。一般來說,在美國生產的鍛件模具需要至少5周的提前時間(Fallbohmer等人,1996年)。因此,人們一直希望尋求更高的時間效率和成本為模具和模具制造的有效工藝。
DMD是一種新興的方法,可以短時間或低成本地交付模具或模具(Mazumderetal.,1997)。DMD是一種多層金屬包層過程,通過激光熔化金屬粉末逐像素地產生完全致密的包覆層。通過DMD可以單一步生成硬化的近網形部分,從而消除了傳統制造過程中的幾個中間步驟。通過將材料放置在工具損壞的位置,DMD也可用于現場工裝維修。總之,DMD被認為是一種時間和成本高效的模具、模具和工具制造的方法。
對于DMD生產的近網狀部分,觀測表面光潔度約為20µm,幾何精度為170~250μm,材料硬度高,微結構精細(Mazumderetal.,2000)。在精確應用中,需要一種適當的后處理方法來完成DMD零件的加工。
由于其加工金屬的獨特特點,電子火花加工廣泛應用于模具制造業,在那里遇到高硬度、復雜的幾何形狀和嚴格的表面質量要求(Altanetal.,1993)。考慮到DMD部分的高硬度和潛在的復雜雕塑表面,EDM成為其后處理的頂級候選材料。
1.2 .研究動機
傳統的電火花加工工藝雖然具有其優點,但在生產應用上存在一定的局限性,包括材料去除率低、預成型工具制備提前時間長、刀具磨損大、有毒介質引起的環境問題處置等。本研究的目的是開發一種與DMD過程兼容的EDM過程,同時提高傳統的EDM性能,減輕某些約束。創新將應用于電火花加工過程的兩個方面,加工介質介質和機器配置。這兩個方面的重要性及其在EDM過程增強中的前景將在以下幾節中進行討論。
1.2.2. 介電介質
介電介質在EDM過程中起著重要的作用。它不僅作為極化電極之間的絕緣介質來誘導放電,而且還影響放電過程中的等離子體通道膨脹和材料侵蝕,以及放電后的碎片沖洗和放電間隙重新調節。因此,理解和選擇具有合適的電、機械和熱性能的介電介質被認為是本研究的一個推力領域。
根據所使用的介質介質類型,有幾種EDM工藝,包括濕式EDM、粉末混合介質(PMD)EDM、干式EDM和近干式EDM。傳統的EDM使用液體介電介質,如碳氫油或去離子水,因此它被稱為濕式EDM。盡管這是一個成熟的過程,但與濕式電火花加工相關的一些問題是使用水作為電介質的電解腐蝕,使用煤油介電介質的有毒碳氫化合物處理(Yeo等,1998;Leao和Pashby,2004)。
PMD電火花加工可以提高濕式電火花加工的加工性能。它利用粉末混合液體介質,具有實現良好加工的優點穩定性和精處理質量,特別是在放電能量小的精處理操作中(Mohrietal.,1985;1987)。然而,粉末的使用增加了加工成本,由此產生的毒性處理引起了更多的環境問題(Yeoetal.,1998)。在生產實踐中,粉末懸浮介質循環系統也受到挑戰,將加工碎片與有用的粉末分離,并保持恒定的粉末濃度。
干式電火花加工采用高流量氣體介質流體,可緩解液體和粉末混合介質造成的環境問題,并提高加工性能。使用惰性氣體鉆小洞(NASA,1985)是第一次干式EDM嘗試。鳥田等人已經鑒定出了氧氣。(1991;1997)作為干燥電磁介質中高材料去除率(MRR)的理想介電介質。通過應用氧氣,低于5µs的排放持續時間可以刺激“準爆炸”模式,并顯著加速材料的去除(Yuetal.,2003)。除了較高的材料去除能力外,還觀察到極低的工具磨損比。因此,鳥田等人。(2004)和Yu等人。(2003;2004)在EDM銑削過程中應用了氧,其中電極刀具的磨損曾經是一個值得關注的問題,并在粗糙度性能方面取得了巨大的成功。干EDM的缺點包括碎片重新附著導致的表面處理質量低、燃燒氣味和使用非氧氣時MRR極低(吉田等人,1998;Kao等人,2006)。
作為一種替代方法,接近干燥的EDM使用液-氣體混合物作為介電介質。霧狀介質中的液體含量有助于凝固和沖洗熔融的碎片,因此在接近干燥的EDM中減輕了碎片的重新附著。在塔尼烏拉等人的第一次開發之后。(1989),目前還沒有進行多少研究這個過程直到最近才由Kao等人完成。(2007)在近干燥的電線EDM。結果表明,近干EDM比濕EDMMRR高,比干EDM表面光潔度好,具有光潔度低放電能的優點。
在所有不同類型中,干EDM和近干EDM是本研究的重要興趣。首先,由于我們的EDM后處理技術需要較高的加工速度和超細的表面光潔度,從氧輔助干燥EDM的高MRR能力和近干燥EDM的良好光潔度質量潛力可以看出潛在的匹配。此外,與傳統的濕式EDM相比,干式EDM或近干式EDM不需要流體罐來淹沒工件。更簡單的系統配置使得通過共享DMD和EDM的操作室來與DMD過程的現場集成成為可能。因此,本研究將把氣體和液-氣體混合物作為電介質流體進行研究,并預計通過干燥和接近干燥的EDM可以提高加工性能。
1.2.1. EDM機器配置
一般來說,EDM可分為三類:導線EDM、沉模式EDM和EDM銑削(Bleys,2005)。如圖1.1(a)所示,使用行導線作為電極沿工件切割輪廓。通過導線電極的三維取向,可以高精度地獲得復雜的輪廓。然而,由于導線供應的線通結構,導線EDM僅限于制作空腔幾何形狀,因此不適合我們在模具、模具和工具制造中的雕塑表面加工的特殊應用。

圖1.1。EDM配置,(a)導線EDM(Kunieda等人,2005年),(b)下沉EDM(Kunieda等人,2005年)和(c)EDM銑削(Blees等人,2005年)
沉模EDM,如圖1.1(b)所示,被廣泛用于制造或加工模具腔,這些模具腔可以包含復雜的雕塑表面。沉模式電火花加工使用預成型的電極,通常用大塊銅或石墨加工,并將電極的幾何形狀復制到工件上,從而產生具有自由形狀表面的零件。然而,由于電極成形需要時間和額外的加工成本,根據加工要求需要多個電極,可能需要顯著的電極磨損,因此預成型電極的需要阻礙了整個過程。
考慮到這些約束,如果有更靈活的EDM配置,這將是理想的。如圖1.1所示(c)銑削是一個相對較新的概念,可以滿足這一標準。它使用一個旋轉的圓柱形或管狀工具電極沿著工件穿過,從而形成自由形式的表面。消除了預成型電極的需要,EDM銑削將使使用標準尺寸的圓柱形或管狀電極使加工過程更容易。然而,其實際實現的一些挑戰是:由于電火花加工銑削的不同加工條件相對較小,需要加工參數重排與傳統的沉模EDM相反,通常采用大面積加工(Luo,1998b);需要電極刀具磨損的補償算法,這在EDM過程中相當重要(Bleyetal.等,2004);理想地需要5自由度(5自由度)電極定向能力進行自由形態表面加工。
本研究調查了EDM銑削配置,考慮到其潛在的好處和進一步探索所需要的領域。此外,銑削結構非常適合干燥和接近干燥的EDM,因為它可以應用管狀工具電極,通過該電極,氣體或液態氣體介質可以直接輸送到加工區域,而不需要浸入槽。
1.3. 研究目標和任務
本研究的目的是研究干燥和近干燥的EDM銑削加工過程的快速和高質量的表面加工。預計該工藝在合理的處理周期內在最終完成表面達到0.1µmRa表面光潔度。
然而,EDM過程實現0.1µmRa目標是一個挑戰,這表明表面精細。這是因為EDM產生的表面由于其材料去除機制本身是堅固的。在EDM中,工件材料通過快速循環的連續放電脈沖去除,每個脈沖都侵蝕少量材料,在加工表面留下一個放電坑,導致由多個放電坑組成的加工表面相互重疊。盡管它有通過EDM提供低放電能量來平滑單個排放坑,從而實現超細的表面拋光(Luo和Chen,1990),它大大犧牲了MRR,不滿足我們的快速加工要求。
因此,本研究旨在徹底利用干燥和近干燥的EDM工藝,以獲得良好的表面光潔度和高MRR容量。我們將研究和比較不同氣體和液-氣體混合物的優點和潛力。將通過選擇合適的氣體或液體-氣體介質并調整混合介質介質流體中的液體-氣體組合來優化介質流體的特性。此外,還將對主導EDM過程的過程參數進行研究和優化。總而言,將提出一套專門為干燥和近干式EDM加工工藝選擇的工藝參數,使高質量的表面加工具有合理的加工速度。
此外,還將建立一個EDM過程的模型,以更好地理解材料去除過程的機理。它可用于促進工藝的選擇和改進。
1.4. 大綱
本文介紹了干干和近干EDM的觀察結果、結果和未來的研究方向。第二章研究了干燥和接近干燥的電火花磨削。針對高MRR值,通過研究不同的電介質流體、電極材料和工藝參數的影響,進行了工藝研究。這些變量的理想組合,以促進高速粗糙過程。將生成一個投影的響應面描述在排放參數的一定范圍內的粗糙度操作,以方便滿足不同加工要求的參數選擇。并試圖解釋高MRREDM過程的機理。
第三章研究了表面加工中干燥和接近干燥的電火花加工。以光滑表面光潔度為目標,采用粗糙工藝研究中類似的研究程序,研究不同介質流體、電極材料和工藝參數的影響。高質量、鏡狀表面光潔度的關鍵因素已被確定,并被認為是可以通過近干的EDM研磨工藝來實現的。努力通過兩種方式實現鏡面表面處理,拉伸低端EDM脈沖發生器的容量,實現先進的EDM脈沖發生器。證明了近干電火花加工實現0.1µmRa表面光潔度的能力。最后,對粗糙度和精加工的干的和近干的電火花加工工藝進行了集成,并證明了其完成DMD零件的性能。
第四章通過建立一個模型來模擬放電過程中隕石坑的形成,提供了對EDM過程的深入了解。借助商業計算流體動力學(CFD)包,可以模擬工件材料的行為,包括熔化、飛濺、彈射和再化,并獲得一個接近真實的放電坑。通過實驗驗證對模型進行了驗證。該模型證實了近干EDM在光潔度加工方面的優勢,以及較低的放電脈沖能量對提高EDM表面光潔度質量的效果。
對今后工作的結論和建議見第5章。
第二章
通過干燥和接近干燥的電火花加工研磨
2.1. 介紹
利用氧作為加工介質的干式電火花加工可在路由工藝中實現非常高的MRR。鳥田等人。(1997;2001;2003)首先探索了通過旋轉管狀電極施加氧氣進行干電火花磨削的過程。在所謂的“準爆炸”模式下,MRR高于傳統的濕式EDM(Kuniedaetal.,2003)。該研究擴展了這一概念,并研究了氧輔助的高MRR干燥過程。
除了干EDM外,還研究了含不同液-氣混合物的近干EDM。Taniura等人探討了近干EDM的可行性。(1987),他研究了空氣、氮氣和氬氣在水霧中的電火花加工。Kao等人對近干的EDM進行了進一步的研究。(2007)在有線EDM實驗中。近干式電火花加工的優點是在低放電能精潔度加工中具有穩定的加工工藝。此外,在干燥的EDM中獲得了良好的加工表面完整性,沒有發生碎片重新附著液體增強碎片沖洗。近干電火花加工的其他潛在優點是氣體和液體的廣泛選擇,以及調整氣體中液體濃度的靈活性。因此,介電特性可以在接近干燥的電火花加工中進行定制,以滿足各種加工需求,如高MRR或細表面光潔度。干的和近干的電火花加工的技術障礙在于選擇合適的介電介質和工藝參數。因此,通過實驗研究來探討干燥和近干EDM過程的過程能力和參數選擇,成為本研究的目標。
介電流體及其輸送方法對電火花加工的性能至關重要。介電流體的電、力學和熱性能影響放電起始、等離子體膨脹、材料侵蝕、碎片清除和放電通道再調節的過程(Kuniedaetal.,2005)。表2.1總結了作為EDM介質流體的氣體和液體的關鍵性質。液體-氣體混合物的性質預計將介于基材料的性質之間。
表2.1年。液體和氣體介質介質在室溫下的電、熱和力學性能*。

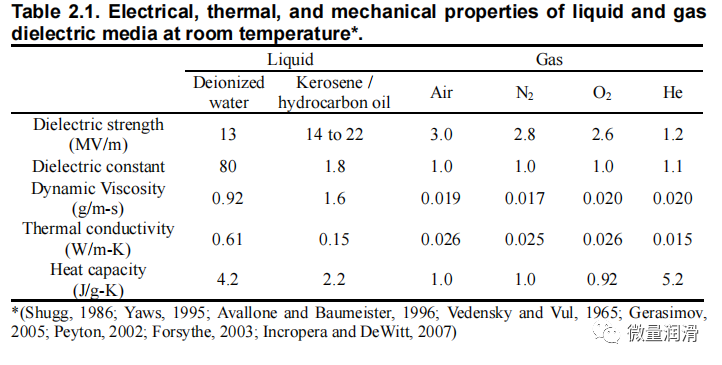
介電強度決定了電極和工件之間的間隙距離。較高的介電強度需要更高的電場來擊穿介電流體,從而減小間隙距離。液體介質介質的介電強度(>10MV/m)高于氣體介質(<4MV/m)。介電常數決定了由電極與工件之間的重疊面積引起的雜散電容。流體的大慣性和粘度增加了氣泡膨脹力和物質去除量(霍肯伯里和威廉姆斯,1967)。液體介質更大的慣性和較高的粘度表明較高的MRR電位,但表面光潔度更粗糙。導熱性和熱容是影響熔融碎片凝固、電極和工件表面冷卻的重要因素(Koenigetal.,1975)。在表2.1中,液體介質流體的導熱系數和熱容量至少是氣體介質流體的10倍和兩倍(除He外,它具有異常高的熱容量)。利用不同的介質介質成分和性質可以獲得廣泛的介電性能,因此與傳統的濕式EDM相比,干式和近干式EDM將產生不同的性能范圍。本研究通過采用干燥和近干的EDM來研究高MRR粗化過程。
本章首先介紹了干式和近干式EDM的實驗設置和設計。對介電介質和電極材料的選擇,進行探索性實驗,確定外部射流的設置、切割深度、放電電流和脈沖持續時間,然后進行詳細的實驗設計(DOE),探討放電參數對EDM磨度加工過程的影響。最后,討論了氧輔助干式電火花加工中高MRR發生的機理。
2.2. 實驗設置與設計
2.2.1. 實驗設置
干燥和近干燥的EDM銑削實驗是在先鋒150HCNC沉模EDM機上進行的。一種旋轉主軸,圓芯RBS-1000,用于保持管狀電極。圖2.1(a)顯示了主軸、工具電極和介電介質入口的設置。主軸旋轉工具電極,以保持均勻的工具磨損,并增強碎片清除。可以以液體、氣體或液體-氣體混合物的形式形成的介電流體通過管狀工具電極輸送。液體-氣體混合物由AMCOL6000脈沖噴霧發生器產生,如圖2.1(b)所示,設計為最小量潤滑(MQL)加工應用。在本研究中,輸入液體流量固定在5ml/min。圖2.1(c)顯示了設置一個噴嘴,從出口5215型冷槍系統輸送冷卻空氣噴射(約−3°C)。外部的氣流有助于凝固和沖洗熔融的碎片。這在產生大量熔融碎片的高MRR過程中尤其有用。
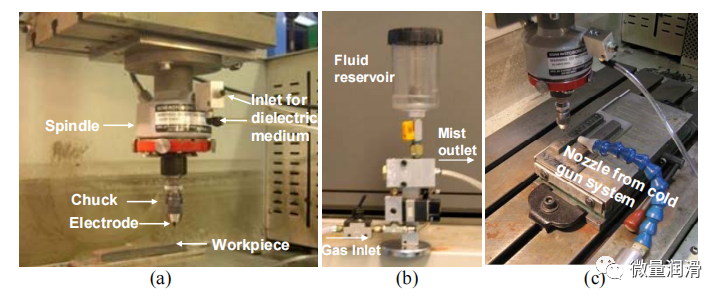
圖2.1。干燥和接近干燥的EDM實驗裝置:(a)旋轉主軸和電極,(b)噴射輸送裝置和(c)噴嘴輸送冷空氣
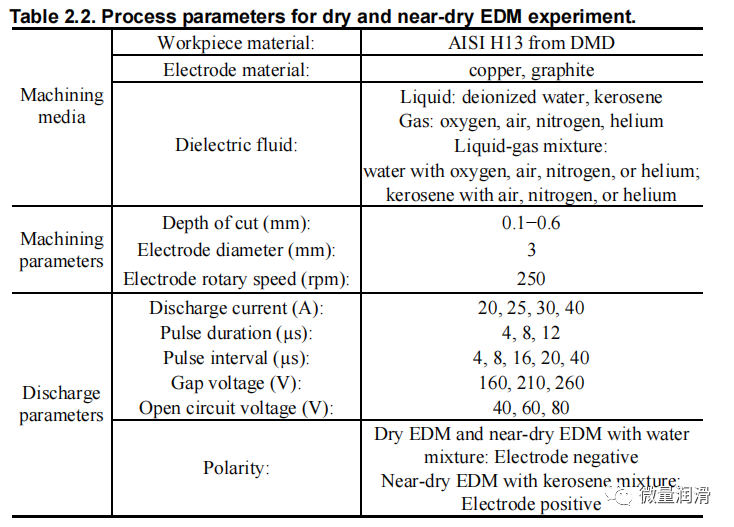
實驗過程變量和設置匯總見表2.2。工件材料為采用DMD工藝沉積的AISIH13工具鋼。本文對EDM中最常用的兩種電極材料銅和石墨進行了評價。銅和石墨電極的管狀電極外徑分別為3mm,內徑分別為1.5和1mm。對于液體電介質,選擇了去離子水和煤油。液體介質與四種氣體混合:空氣、氧、氮和氦在接近干燥的EDM。氧氣預計將產生高MRR(元田等,2003),空氣是一種現成的氣體,氦具有非常高的熱容量,是一種惰性氣體,有望防止氧化和提高表面質量,氮氣可能在鋼工件表面形成硬氮化物層,以提高耐磨性(Yanetal.,2005)。由于有火災和爆炸的風險,煤油和氧混合物被排除在調查之外(鳥田和Furuoya,1991年)。
在粗糙度操作中,切割深度(DOC)在0.1~0.6mm之間變化,以達到高MRR。電極轉速固定在250rpm,因為在較高速時沒有觀察到明顯的影響。
放電參數也是EDM的重要因素。放電電流(即)和放電持續時間(ti)決定每個脈沖的放電能量;脈沖間隔(t0)決定兩個連續放電之間的間隙重新調節時間;間隙電壓(ugap)和開路電壓(ui)控制放電間隙距離。在本研究中,我們選擇了不同水平的這些放電參數來研究干燥和接近干燥的EDM過程。至于電極極性,在所有干燥的EDM中,對工具電極施加負極性或陰極,以減少工具磨損(Kunieda,2003)和在帶有水基液體-氣體混合物的接近干燥的EDM中,以減少電解腐蝕(Jilani等人,1984年)。在煤油基液態氣體混合物EDM的工具電極上施加正極性或陽極。當使用煤油作為放電持續時間大于3μs的介電流體時,它就提供了更高的陰極或工件去除率(Arunachalam,1995)。
表2.2年。干法和近干法EDM實驗的工藝參數。
2.2.2. 實驗程序
圖2.2說明了EDM銑削工藝的配置。為不同的工藝制作了8毫米長度和不同深度的凹槽。為了測量槽底部的表面粗糙度,使用了具有2μm手寫筆半徑的泰勒霍布森形催化劑沖浪輪廓計。截止長度設置為0.8mm。測量長度設置為8mm。加工前后使用0.1mg分辨率的OhausGA110電子秤測量零件的重量,然后轉換為體積材料去除以計算MRR。
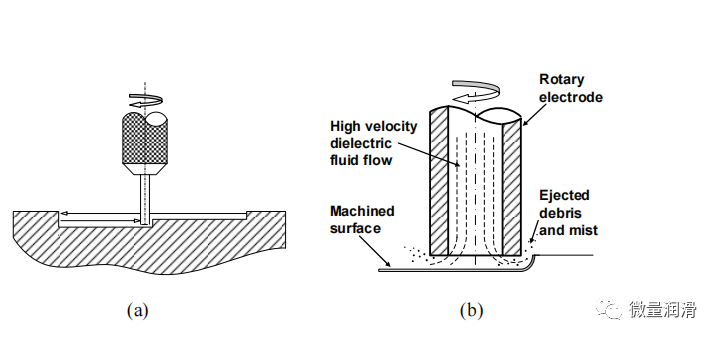
圖2.2。EDM銑削的配置:(a)概述和(b)電極和切割區域的特寫視圖。
對干燥和近干燥的EDM粗糙化過程進行了三組實驗研究,分別標記為Exps。一、二、三。
-
Exp。I.介電介質和電極材料的選擇:進行了篩選實驗,選擇了進行粗糙操作的候選介電介質和電極材料。切割深度和輸入壓力固定在0.1mm和480kPa。
-
Exp。微光探索性實驗:在所選介質介質和電極材料的基礎上,進行了幾組探索性實驗,研究了外部空氣噴射、切割深度和極端放電條件的影響。
-
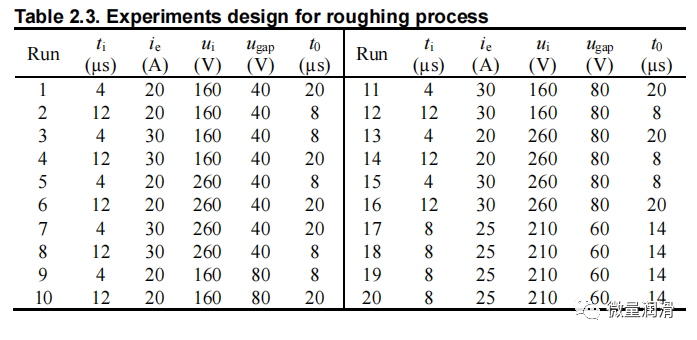
Exp。羅馬數字3實驗設計(DOE):基于25-1分數的DOE測試采用析子設計,研究了5個參數(即ti、ugap、t0和ui)的影響及其相互作用。25-1階階設計比全階設計需要更少的實驗數量,但它與分辨率V(5)有復合效應。這意味著n階相互作用的影響傾向于與5階相互作用的影響糾纏在一起。一般來說,低階相互作用比高階相互作用的效果更強。因此,目前的設計能夠檢測到多達二階的交互作用。在設計中使用了四個中心點來測試模型的曲率效應。設計矩陣列于表2.3中。應用方差分析(anova)分析輸入參數的主要影響和交互作用(Carranaetal.,2004年;Luis等人,2005年;Puertas等人,2005年)。MRR的響應面和可以通過DOE生成表面粗糙度,以預測粗糙度操作的性能。
表2.3。粗糙度加工工藝的實驗設計
2.3. Exp。I結果:電極材料和介電介質
圖2.3顯示了在高放電能量輸入下的MRR和表面粗糙度的結果。銅電極能夠在幾乎所有干燥和接近干燥的EDM情況下去除工作材料(含煤氮和煤氦混合物的接近干燥的EDM除外)。對于石墨電極,即使在濕的EDM條件下可以有效地切割材料,但由于嚴重的電弧,不適合干燥和接近干燥的EDM粗糙工藝。在已加工點的外周處觀察到與電弧焊類似的沉積工件材料,如圖2.4(a)所示。嚴重的電弧導致放電局部和大規模材料熔化,理想的火花應均勻分布在加工區域,侵蝕材料。電弧很可能是由從電極尖端脫落的過量石墨粉末刺激的,如圖2.4(b)所示。當電極在加工過程中,其邊緣的放電濃度首先面對工件材料時,導致熱負荷分布明顯不均勻。冷卻效率低的氣體或液氣沖洗不足以有效緩解沿電極邊緣的過高溫升。結果,誘導的熱應力破壞了脆性石墨電極。石墨粉橋接工件和電極,導致放電定位,從而產生電弧。因此,盡管石墨被廣泛應用于高MRR沉EDM場景,但它并不適合于干燥或接近干燥的EDM銑削工藝。
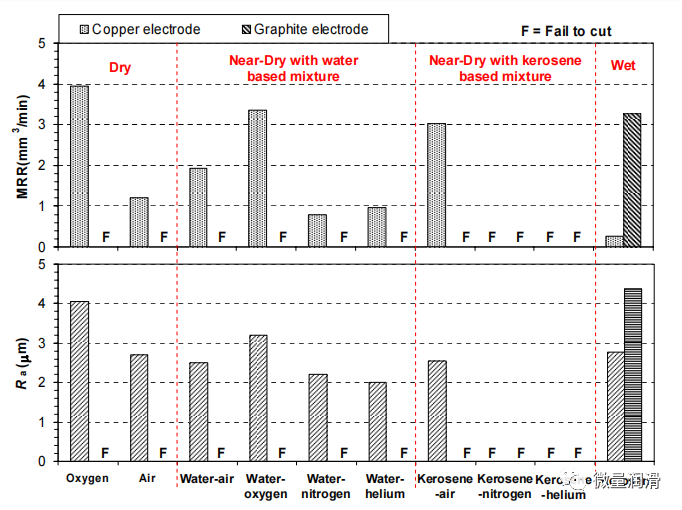
圖2.3。銅和石墨電極材料在高放電能量輸入(即=10A、ti=4µs、t0=8µs、t0=8µs、ugap=60V和ui=200V)下的不同介電流體的MRR和Ra結果
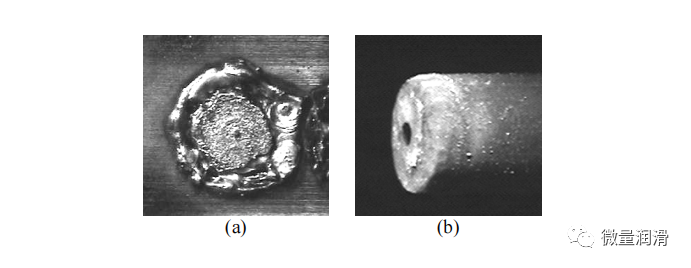
圖2.4。高放電電流下接近干燥的電子電火花中的石墨電極:(a)電弧損壞工件表面,(b)損壞工具(即=10A、ti=4µs、t0=8µs、ugap=60V和ui=200V)
對于介質介質的效果,如圖2.3所示,氧、水-氧混合物和煤油-空氣混合物達到相當的MRR和更好表面光潔度比液體煤油要高。液體-氣體混合物的低粘度導致加工表面的隕石坑較淺,從而獲得更好的表面光潔度。
由于氧被證實具有最高的MRR,本研究將進一步利用其潛力。水-氧混合物可以是另一個很好的粗糙化候選物,因為它提供了高MRR接近于氧,并產生低Ra值。然而,水與含氧量的結合會導致嚴重的腐蝕或氧化,導致機加工表面的外觀生銹。與氧氣相比,煤油基液-氣混合物遇到了工具磨損過度的問題。如圖2.5所示,當使用煤油-空氣混合物作為電介質流體時,可以看到非常明顯的工具磨損模式,而在用氧氣加工的插槽上可以觀察到一致的幾何形狀。
總之,銅電極和氧氣的結合是進一步研究高MRR粗糙度EDM的首選選擇。

圖2.5。由(a)煤油-空氣混合物和(b)氧氣(即=20A、ti=4µs、t0=8µs、ugap=60V和ui=200V)加工的樣品槽
2.4. Exp。二、外部噴流、切割深度和放電流的探討
外噴流的應用,切割深度的選擇和探索研究了極端放電條件,以進一步了解氧輔助干EDM粗糙化過程。
2.4.1. 外噴
外部流向EDM區域可以提高粗糙EDM的表面質量,其中高放電能量產生大量熔融碎片。僅用通過管狀電極提供的氣體沖洗并不足以清除所有熔融的碎片。如圖2.6(a)所示,球形碎片液滴重新凝固到機加工的表面,使表面質量惡化。工具電極也有同樣的碎片沉積問題。在外部空氣噴流的幫助下,熔融的碎片可以更好地冷卻和沖走。結果,改善了表面光潔度和外觀,電極的形狀得到了更好的保持,如圖2.6(b)所示。此外,由于放電間隙條件,大大降低了電弧頻率。通過應用靠近EDM區域的外部空氣射流,表面光潔度從112µm提高到94µm,MRR也從20µm提高到22mm3/min。因此,所有隨后的能源部粗糙EDM實驗都通過空氣射流輔助碎片沖洗進行。
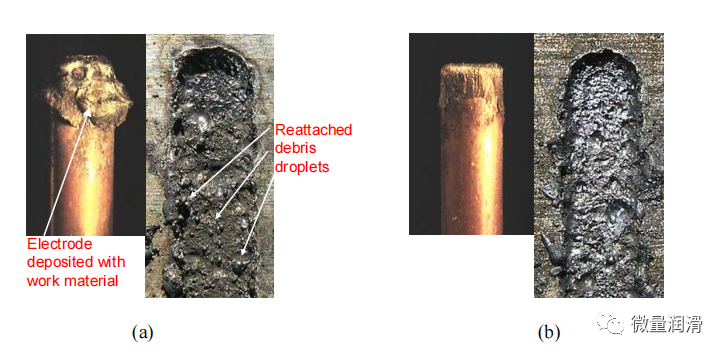
圖2.6。使用氧氣作為介質流體(即=40A、ti=4µs、t0=8µs、ugap=60V和ui=200V)研磨的磨損電極和凹槽):(a)不使用冷槍(Rz=112µm、MRR=20mm3/分鐘)和(b)使用冷槍(Rz=94µm、MRR=22mm3/分鐘)。
2.4.2. 切割深度
圖2.7顯示了氧輔助干式EDM中切割深度的影響。在切割深度500µm時,MRR達到最大值22mm3/min。當切割深度超過500µm時,由于碎片清除問題,MRR的增加達到飽和。碎片可以在電極側壁和工件之間橋梁,導致電弧或短路。通過觀察電極頻繁的伺服收縮以調節放電條件,證實了這一點。表面粗糙度一般不受切割深度的影響,因為它不影響電極底部的放電條件。在接下來的DOE含氧粗糙化實驗中,切割深度設置為500µm。
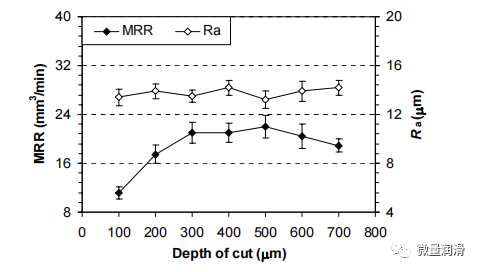
圖2.7。切割深度對干EDM粗氧切割(即=30A、ti=4µs、t0=8µs、ugap=60V和ui=200V)的影響
2.4.3. 異常的排放和爆炸模式
對于粗糙EDM,在高放電能量輸入的特定放電參數設置下,即高40A(≥40)和低t0(≤2µs)下,放電可發生在爆炸模式(Kunieda等,2003),材料去除不可控,電極磨損過度,如圖2.8所示。通過觀察,在避免異常放電的參數區域內進行以下能源部勘探。在氧氣輔助干式電火花加工中,刺激爆炸模式的原因將在第2.6節中進行討論。
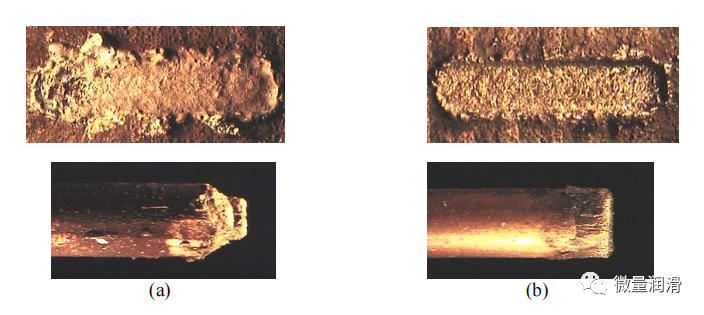
圖2.8。比較(a)爆炸模式(即=40A、ti=12µs、t0=8µs、ue=60V和ui=200V)和(b)正常爆炸模式(即=20A、ti=4µs、t0=8µs、ugap=60V和ui=200V)的效果。
2.5. Exp。三、實驗設計結果(DOE)
氧輔助干EDM粗加工的DOE結果匯總見表2.4。方差分析表明,影響MRR的重要因素是放電脈沖持續時間、ti、放電電流、放電間隔t0和二階相互作用*t0。ti和ie是公認的重要的EDM過程參數,因為它們決定了放電能量。t0的意義與藤田等人的研究一致。(2003),他報告說,通過將t0保持在5到10μs的范圍內,放電在“準爆炸模式”下,與較長的t0相比,MRR顯著增加。
表2.4年。粗糙化過程中的MRR和Ra結果。

MRR和表面粗糙度與ti、ie和t0的響應面分別如圖2.9(a)和(b)所示。在圖2.9(a)的第一個圖中,當增加ie和減少t0時,觀察到MRR有非常急劇的上升。這表明,在加氧輔助干式EDM中,需要高即(≥25A)和低t0(≤10µs)來促進強烈的MRR模式。在鳥田的研究(2003)中,所有實驗都在ie=40A下進行,因此只注意到t0對放電模式的顯著性。在本實驗中,還討論了ie的影響。由于低t0,通過高均值和高放電頻率輸入的高放電能量會刺激快速的外熱氧化,并產生額外的熱量。由于高溫的增強,MRR值顯著增加。在下一節中,我們將詳細討論氧輔助干式電火花加工中這種快速氧化的機理。
主要因素t0和二階交互作用t0、ti和ti*t0是影響Ra值的顯著項。圖2.9(b)顯示了它們的效果。一般來說,較低的ie和較高的t0會產生更好的表面光潔度。ti對表面光潔度的影響比較復雜。在圖2.9(b)的最后兩個圖中,在高ie或低t0(高MRR)時,較高的ti會增加表面粗糙度。然而,在低ie或高t0(低MRR)時,降低ti意外地增加了表面粗糙度。如圖2.10所示的是正常放電模式下EDM表面的放大圖片。在低ti(=4µs)時,可以在機加工表面觀察到銑削痕跡。與低ti,低ie和t0高,能量輸入小,不適合切割深度大。材料去除效率低,電極進料緩慢,電極回縮頻繁,導致銑削痕跡。這就解釋了為什么雖然MRR在低溫度下降低,但表面粗糙度無法改善。
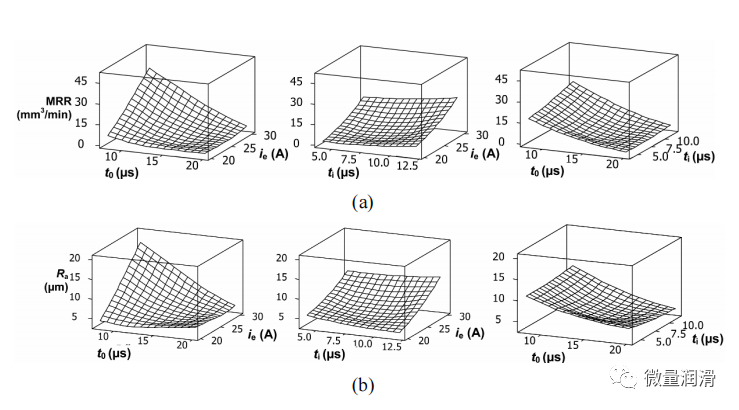
圖2.9。(a)MRR和(b)Ra與ie和t0、ie、ti和t0的投影表面
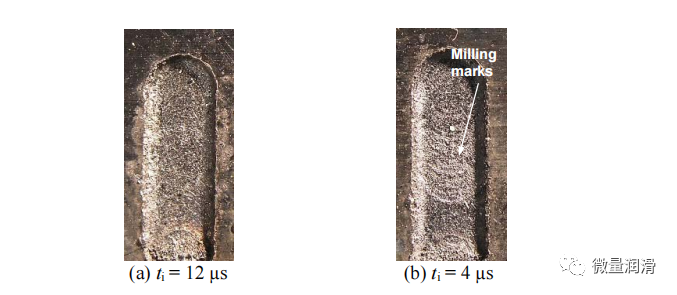
圖2.10。正常放電模式下的EDM表面:(a)無磨銑標記、Ra=4.32µm(即=20A、ti=12µs、t0=8µs、ugap=40V和ui=160V)和(b)有磨銑標記、Ra=6.13µm(即=20A、ti=4µs、t0=20µs、ugap=80V和ui=260V)
在極高,即(≥25A)和低t0(≤10µs)時,表面粗糙度較差,超過25µmRa。圖2.11為準爆炸模式EDM后表面的光學顯微圖。可以觀察到由于快速氧化引起的電弧或能量濃度引起的深度隕石坑。這些很深的隕石坑嚴重惡化了表面質量。
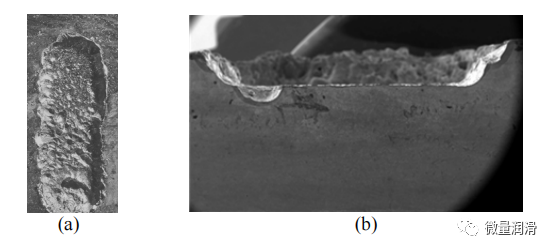
圖2.11。具有深隕石坑的準爆炸模式EDM表面的光學顯微圖(a)頂視圖和橫截面視圖(即=30A、ti=12µs、t0=8µs、ugap=60V和ui=260V)
2.6. 氧輔助干式電火花加工中高MRR的作用機理
氧輔助干EDM中的高MRR是由于EDM等離子體通道中高溫刺激下亞金屬的快速氧化。氧化的發生是通過觀察到氧輔助干電火花加工加工的表面氧含量的顯著增加來推斷出來的。檢測到的氧增加超過原始值的10倍,見第5章討論。
快速氧化產生的熱量有助于材料的去除,甚至可以促進自我持續的氧化或燃燒(Emsley,1998)。純鐵可能發生的氧化反應包括:

這兩者都是放熱過程。它產生820kJ/mol的熱量,相當于1g三氧化二鐵產生的熱量5.2kJ,并產生1120kJ/mol的熱量,相當于1g四氧化三鐵產生的4.8kJ的熱量(Latimer,1952)。在干式EDM過程中,四氧化三鐵的生產被認為是主要的過程。觀察到火花從加工區域噴射出來,并凝固成黑色的碎片。黑色碎片主要由四氧化三鐵基于觀察的幾個屬性,包括磁性,四氧化三鐵獨特擁有的鐵氧化物(氧化亞鐵三氧化二鐵和四氧化三鐵)(康奈爾和施韋特曼,2004),深灰色(三氧化二鐵棕色和氧化亞鐵黑色)和通過能量色散光譜分析檢測到的氧元素的高百分比。氧化產生的額外熱量通過熔化工件材料和/或刺激快速的鐵氧化,即鐵的燃燒來幫助機械加工。除了產生熱量外,氧化物還將一些鐵直接轉化為更容易去除的氧化物。在氧化過程中,鐵不會經過熔融狀態。鐵氧化物結構松散,密度低于鐵(Golladayetal.,2006),并傾向于與基材分離。與熔融鐵傾向于重新沉積到加工表面或電極不同,氧化物碎片很容易分離。
在氧輔助干式電火花加工中,氧化水平可以用來解釋不同的放電模式、正常、準爆炸和爆炸模式鳥田等人。(2003)和在我們的實驗研究中。這三種模式的機加工表面分別如圖2.10、2.11和2.8所示。
在正常模式下,與使用空氣相比,氧氣并不能產生更好的加工性能。MRR小于10mm3/分鐘,Ra小于6µm。對于低i(≤25A)和高t0(≥10µs),放電脈沖能量相對較低,高溫不能保持在放電間隙內。快速氧化需要一定的活化能和較高的環境溫度,在這種情況下,即使放電間隙充滿了氧氣,也不能被刺激。
在準爆炸模式下,MRR(>20mmm/min)顯著增加,20mm表面光面度(Ra>15µm)惡化,如圖2.11所示。當ie接近30A,t0在4~15µs之間時,快速循環的高能放電脈沖提供了高溫和高能條件來模擬和維持鐵的氧化。鐵的氧化產生熱量,這可以幫助維持不需要外部功率輸入的氧化過程本身。這種自我維持的鐵氧化被稱為鐵燃燒(Emsley,1998)。隨著鐵的燃燒,即使在放電間隔期間,當放電功率輸入被切斷時,也會繼續去除材料。此外,預計在放電間隙中的溫度會更高。高溫可降低介質介質的擊穿強度(Coelho,1979),在放電電源打開時便于放電點火。這就解釋了在準爆炸模式下沒有觀察到排放點火延遲。另一方面,高速氣體流通過排放間隙并冷卻到燃燒位置。它有助于抑制鐵的燃燒,并保持在準爆炸中可控的材料去除模式。
進一步增加ie(≥40A)和減少t0(≤2µs)可點燃爆炸模式。高放電電流有助于模擬鐵的燃燒,而短的放電間隔允許快速再次發生的模擬。鐵就這樣被點燃,燃燒就會維持自己。氣體(氧氣)流只是為燃燒提供了更多的燃料。因此,這個過程變得無法控制,密集的熱量破壞電極,熔化太多的工作材料,這不能被沖洗氣體凝固和沖走。在爆炸模式下,工件表面損壞,電極也發生過度磨損,如圖2.8所示。
2.7. 結論性言論
本研究研究了干燥和接近干燥的EDM粗糙化過程,以實現高MRR。氧輔助干式EDM顯示出具有提高MRR的能力。研究了外部射流、切割深度和5個放電參數的影響,以提高氧輔助干EDM的性能。觀察到正常、準爆炸、爆炸三種放電模式。高ie和低t0是刺激高MRR準爆炸模式的關鍵因素。但應通過限制t0的減少來防止對工件和電極造成不良損傷的爆炸模式。
討論了氧輔助干式EDM中高MRR值的作用機理。提出了放電過程中高溫高氧引起的外熱鐵燃燒過程作為催化因子。
第三章
通過干燥和接近干燥的電火花加工研磨
3.1. 介紹
本研究探討了精潔加工中的干近干光加工,以實現超細表面光潔度,并制定了整合粗糙加工和精加工的工藝方案。
實現超細表面光潔度對EDM過程來說是一個挑戰,因為EDM表面由相互重疊的排放坑組成,因此本身很堅固,如圖3.1所示。多年來,研究人員已經探索了超精細的EDM精加工過程。兩種主要技術是使用超低放電脈沖能量的(1)(羅等,1988;羅和陳,1990;加等,2006年;岡田等,2006年)和(2)實施粉混合介電(PMD)EDM(Narumiia等,1989年;Mohri等,1991年;Wong等人,1998年;佩卡斯和亨利克斯,2003年;趙等,2005年)。然而,這兩種方法都有其局限性。
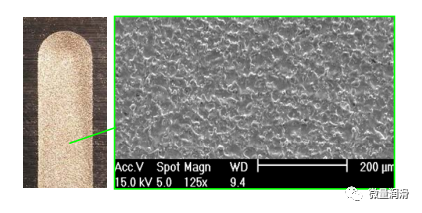
圖3.1。典型的中等光潔度表面,Ra=1.2µm。
Luo等人。(1988;1990)通過極短的放電持續時間ti小于0.2µs來降低放電脈沖能量,證明了一個具有0.04µmRa的超成品EDM表面。Egashira等人。(2006)應用小于3nJ的超低放電能量,在超聲波振動的幫助下進行表面加工。岡田田等人。(2006)研究了具有0.1µs放電持續時間的射頻等離子體,在鋁上產生的表面粗糙度為0.15µmRa。低脈沖能量方法的缺點是材料去除率(MRR)低,加工周期長,每次排放的材料去除量少,間隙距離短,異常放電頻繁。
PMD EDM被認為是一種更實用的精加工工藝,可以在相對較高的MRR下產生非常精細的表面精加工(Mohri等人,1985,1987,1991;Narumiya等人,1989)。懸浮在電介質中的石墨、硅和鋁等粉末通過增加放電間隙距離,減少雜散電容,分散放電脈沖來穩定加工過程(Wongetal.,1998;Zhaoetal.,2005)。然而,粉末的使用增加了加工成本,隨后的毒性處理引起了環境問題(Yeo等,1998;Pecas和亨利克斯,2003)。在生產應用中,粉末懸浮介質循環系統也受到分離加工的挑戰從有用的粉末中提取的碎片和保持恒定的粉末濃度。
干燥和近干的電火花加工具有完成操作的潛力。鳥田等人。(2001)和Wang等人。(2004)將干燥工藝應用于精確導線EDM表面切割,以提高由于氣流造成的振動顯著降低,導線的直線度和幾何精度。Kao等人。(2006)將近干工藝應用于使用水-空氣混合物的導線電火花加工中,發現其在精加工過程中比濕式電火花加工具有更好的加工穩定性和更高的MRR值。此外,使用氣體或液體介質介質,干或近干EDM的介質處理比PMDEDM更清潔。
本研究探討了干燥和近干燥的EDM磨加工工藝,通過近干的EDM加工實現0.09µmRa的鏡面。利用相同的銅管狀電極,進一步應用了氧輔助干EDM粗糙加工和近干EDM精加工工藝。該集成過程應用于平面銑削,以實現DMD部分的鏡面表面。
在下面的章節中,首先研究了介質流體、電極材料和放電參數的影響,并確定了超細表面加工的適當設置和方向。然后,在不同的EDM發電機系統的幫助下,努力提高表面光潔度。最后證明了近干電子火花電磨實現超細表面光潔度的能力。
3.2. 實驗設置與設計
3.2.1. 實驗設置
兩個EDM系統,EDM解決方案先鋒EDM機和SodickAQ55L電火花加工機,用于精加工過程的調查。在EDM解決方案機器上的設置與第2章中的粗糙度工藝調查相同。Sodick機具有先進的EDM發電機,具有更好的電極伺服控制和放電調節。在Sodick機器上附有一個參考表,如圖3.2所示,以測量電極的長度,從而可以監測和補償電極的縮短。
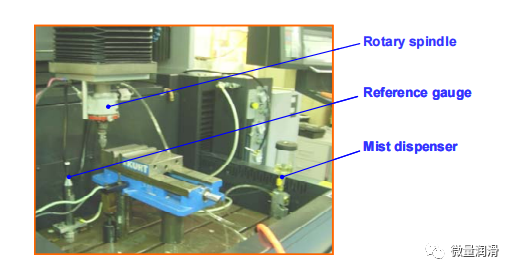
圖3.2。在SodickEDM機上的干燥和接近干燥的EDM銑削裝置。
采用了與上一章相同的EDM銑磨配置和介電分配系統。測試空氣和氮作為干燥EDM的介質,并與水和煤油混合作為近干燥EDM的液體-氣體混合介質。比較了三種常見的電極材料,石墨(C)、銅滲透石墨(CuC)和銅(Cu)。在所有的加工過程實驗中,考慮到低放電脈沖持續時間下陰極磨損較低(阿魯納卡拉姆,1995)和陽極上放電坑更平滑的陰極(Tamura和小lank,2004),使用負電極,即電極作為陰極。
除了塔利沖浪內部分析儀和OhausGA110電子秤在之前的研究中,安捷倫英nfiium54833A數字示波器用于監測電流和電壓波形,奧林巴斯PME3光學顯微鏡用于檢查加工的表面和放電坑。
3.2.2. 實驗程序
干燥和近干燥的EDM磨加工工藝的研究分三個步驟進行。
首先,表征了不同的電介質流體和電極材料的影響。采用獨立雙樣本t檢驗(蒙哥馬利,2005)的統計分析來檢驗這些效應的顯著性。在EDM精加工過程中,確定了電介質流體和電極材料的正確組合。
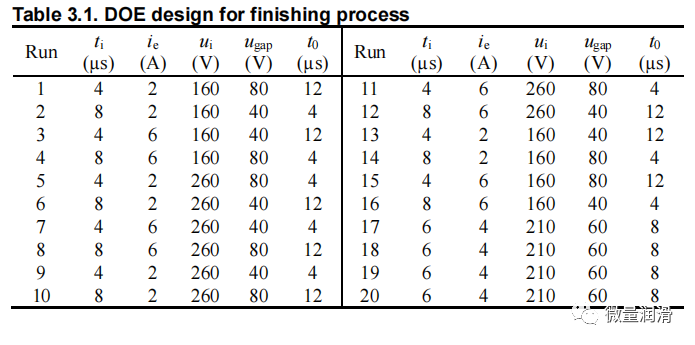
其次,采用如表3.1所示的25-1分數階因子設計,系統研究了所有放電參數(即ti、ugap、t0和ui)對加工性能的影響。如前章所述,實驗設計能夠檢測主要因素和二階相互作用的影響。美國能源部可以提供一個指導方針來調整排放參數,以獲得更好的表面光潔度。
第三,根據能源部的預測進行過程改進。進行了對EDM發生器(EDM解決方案機)的修改和對先進發生器(SodickEDM機)的實現,以達到目標表面光潔度的理想放電波形,0.1µmRa。在EDM精加工實驗中,附加了刀具磨損比(TWR)、Rz、排放間隙距離和實際切割深度(ADOC)的加工性能評估和機加工工藝計劃。TWR定義為工具磨損量除以去除的工作材料的體積。Rz是表面剖面的平均尖峰谷高度。放電間隙距離定義了在EDM過程中電極和工件之間的平均間隙大小。ADOC是機加工表面上的實際切割深度。它與切割深度量(DOC)不同,后者定義了加工過程中電極的伺服位置,因為放電間隙距離導致ADOC大于DOC,而刀具磨損降低了ADOC。在實驗中,ADOC是通過使用輪廓儀測量已加工插槽的輪廓來獲得的。間隙距離計算為:間隙距離=ADOC-DOC+電極縮短長度。電極縮短長度,即工具磨損,使用連接在機器上的參考表進行測量。
表3.1年。美國能源部的成品工藝設計
研究的最后一部分演示了干EDM粗糙加工和近干EDM精加工工藝的集成,以實現對DMD零件的超細精加工加工。通過進行工藝規劃,以選擇適當和經濟的機械加工步驟。
3.3. 介質介質和電極材料的影響
3.3.1. 介電介質
圖3.3比較了在低放電能級下使用不同介質介質的干、近干和濕EDM。干式電火花加工顯然不適合用于精加工工藝。它產生最粗糙的表面,MRR較低。氣體介質排出加工碎片的沖洗能力較低。熔融材料傾向于重新附著在加工表面,留下崎嶇的表面。碎片的重新附著也會惡化排放間隙條件,降低MRR。
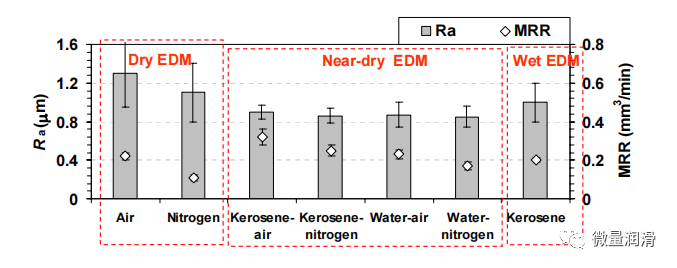
圖3.3。銅和石墨電極材料(即=2A、ti=4µs、t0=8µs、t0=8µs、ugap=60V和ui=200V、銅滲透石墨電極)下不同介電流體的MRR和Ra結果。
根據統計顯著性分析,近干的EDM在更好的表面光潔度方面優于濕式表面光潔度,置信水平為60%,如果使用煤油基油氣混合物作為介質流體(91%置信水平),MRR也更高。一般來說,由接近干燥的電火花加工加工的表面是較淺的排放坑,具有更好的表面光潔度。其原因與電氣設備有關,介電流體的機械性能和熱性能,這影響了放電通道的形成和材料的排出。在第4章中,將使用電火花熱模型來討論考慮其介質流體的力學性能和濕電解熱性能的區別。此外,近干EDM加工的MRR較高歸因于加工過程更穩定。在低放電能量下,濕式EDM有頻繁的電極伺服收縮,表明不適當的放電間隙條件。在近干燥的EDM中的液-氣體混合物的介電強度較低。放電比濕式E火花M更容易啟動和形成穩定的連續放電。這種效應在低放電能量的情況下尤其顯著,因為放電啟動需要非常小的間隙距離(<30µm)。濕式電火花加工中的放電間隙距離較小,使得放電條件對間隙中的漂浮碎片非常敏感。通過橋接工件和電極,碎片會引起有害的放電,如電弧或短路。然后,必須收回電極,以重新調節放電間隙。不穩定的放電條件可以重復發生,特別是當電極伺服系統是低響應頻率。然而,接近干燥的EDM并不能滿足在低放電能量下對伺服系統的高要求。
在接近干燥的EDM中,進一步比較了水基和煤油基液態氣體混合物的性能。從圖3.3可以看出,四種接近干燥的EDM介質流體的表面光潔度大致相同,在0.85至0.9µmRa之間。然而,在用水基液-氣混合物加工的表面上可以觀察到嚴重的電解腐蝕和表面質量惡化,如圖3.4所示。水基液體-氣體混合物產生的單個排放坑比煤油基的要好液-氣混合物,但電解導致表面變黑和粗糙。雖然氮氣介質可以在一定程度上通過隔離氧含量來防止水電解,但由于在低脈沖能量情況下更頻繁的電弧和短路,仍然會引發水電解。說明電解是實現水基液-氣體混合物的障礙。
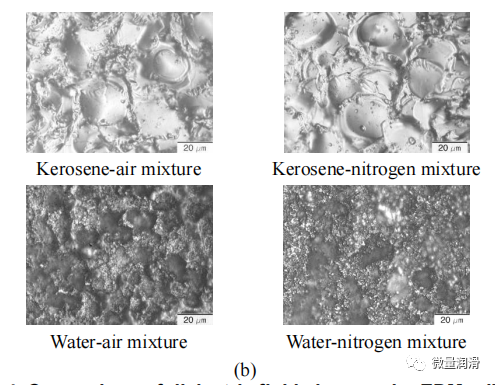
圖3.4。比較接近干燥的EDM磨削中的介電流體,(a)表面粗糙度和MRR,以及(b)放電坑(即=2A、ti=4µs、t0=8µs、ugap=45V和ui=100V、銅滲透石墨電極)的顯微圖。
煤油基液-氣混合物具有表面閃亮、MRR值高、表面光潔度相當的優點。比較混合物中的氣體介質,空氣明顯提高了MRR,因為空氣中的氧含量通過放熱反應產生更多的熱量來去除物質(Yanetal.,2005),而其表面比氮氣稍粗糙。氮氣介質,用于防止氧化或電解,對改善表面光潔度沒有太大貢獻,因為在使用煤油時很少發生氧化或電解。考慮到高MRR和空氣易用性,選擇煤油-空氣混合物作為介質流體進行進一步研究。
3.3.2. 電極材料
首先在EDM溶液機上對銅、石墨和銅滲透石墨的電極材料進行了比較。測試結果總結如圖3.5所示。
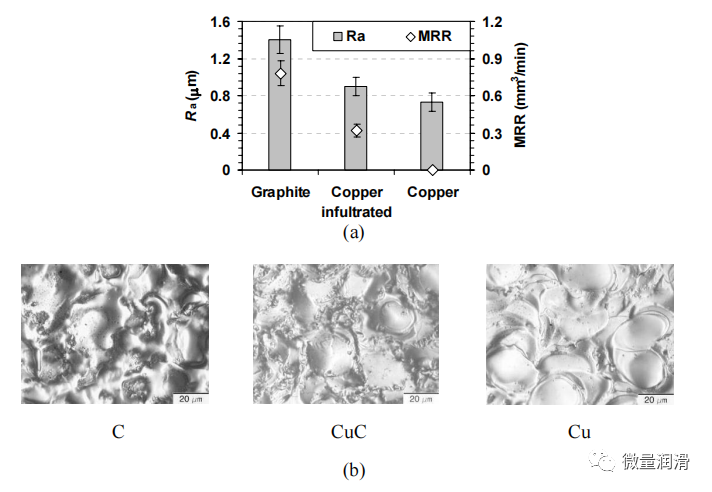
圖3.5。近干燥EDM中不同電極材料的比較,(a)表面粗糙度和MRR,以及(b)放電坑的顯微圖(即=2A、ti=4µs、t0=8µs、ugap=45V和ui=100V、煤油-空氣混合物、EDM解決方案機)
在三種電極材料中,石墨的MRR值最高,但其表面光潔度最差。如圖3.5(b)的第一張圖所示,石墨電極的加工標記為深隕石坑,溢出的熔融材料沉積在礦頂上。這說明在排出過程中,有大量的物質被熔化,但排出力不夠強,不足以排出所有的熔融物質。這種放電脈沖接近電弧的狀態,這被認為是由從電極上剝落的石墨粉末引起的。石墨粉可以在電場中排列,以連接電極和工件,以誘導電弧。在電弧過程中,材料的熔化作用顯著,但材料的排出能力不強。
銅電極產生一個干凈的表面,如圖3.5(b)的第三幅圖所示,但在EDM解決方案機器上,MRR低得難以接受。在低放電脈沖能量下,電極與工件之間的間隙距離較小。它需要一個具有高靈敏度和快速響應的伺服系統,以保持適當的間隙距離。否則,系統將在開路和短路之間切換,從而顯著降低MRR。當使用銅電極進行加工時,這種情況經常發生在EDM解決方案機器上。
銅滲透石墨電極利用了這兩種材料的優勢,如圖3.5(b)的第二張圖所示。石墨或碳含量一旦少量分散到排放間隙中,可通過提高均勻分布放電的放電傳遞性(Luo,1997)(Yang和Cao,2007)來輔助加工過程。這樣就可以實現穩定的加工和適度的MRR。同時,銅的含量增加了電極的導熱率。有助于減少在放電過程中對電極的熱沖擊。銅還具有較高的斷裂韌性,可以將電極材料固定在一起。因此可以防止石墨粉末的剝落,這有助于減少石墨電極情況下電弧的發生。可以產生平滑的排放隕石坑。
使用SodickEDM機對銅滲透石墨電極(CuC)和銅電極(Cu)進行第二個電極比較。Sodick機采用直線電機驅動級,比EDM解決方案機的滾珠螺釘驅動級具有更高的動態響應。因此,它能夠利用銅電極實現相當穩定的加工。圖3.6顯示了兩個電極的性能。正如預期的那樣,銅電極在Ra和Rz值方面都提供了更好的表面光潔度。它的TWR也要低得多,盡管MRR稍微低一些。
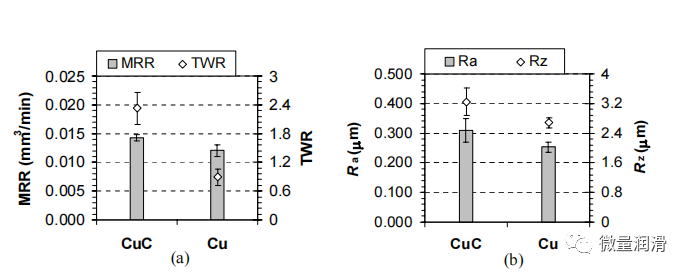
圖3.6。銅(Cu)和銅滲透石墨電極(CuC)(即=2=、ti=0.5µs、t0=10µs和ui=210V、煤油-空氣混合物,Sodick機)的比較。
如圖3.7所示,銅電極加工的表面相當干凈,有可區分的單個放電坑,而銅滲透石墨電極產生的表面被熔融液滴和附著的黑色顆粒消除。從其基礎結構中分離出來的石墨粉末有助于略微提高MRR,但會降低表面光潔度,這是工具電極磨損略高的原因。在這種情況下,銅滲透石墨對最終的表面加工沒有優勢。
圖3.7。由銅和銅滲透石墨電極加工的表面(即=2A、ti=0.5µs、t0=10µs和ui=210V、煤油-空氣混合物、索迪克機)的顯微照片
簡而言之,石墨電極對于精加工過程并不理想。銅電極能夠在測試材料中提供最佳的表面光潔度,并在使用SodickEDM機的超細光潔度過程中被選擇。但銅電極在低放電能量下對電極伺服系統有嚴格的要求。沒有先進的伺服控制,很難保持穩定的加工。在這種情況下,銅滲透的石墨電極可以是一種具有成本效益的替代品。它能產生穩定的加工和適度的表面光潔度,而對機器伺服系統沒有太大的壓力。
3.4. 排放參數的影響
利用美國能源部研究了放電參數的影響。這DOE的MRR和表面粗糙度結果匯總見表3.2。根據方差分析,影響MRR的顯著項是主要因素,即和ti,以及二階交互作用,t0*ti。
表3.2年。完成過程中的MRR和Ra結果

MRR與顯著因子ti、ie和t0的響應面如圖3.8(a)所示。高ie和ti增加了MRR。t0的影響隨ti水平的變化而變化。在高ti時,MRR隨t0的降低而減小。較高的ti會產生更多的碎片,需要更長的t0來修復排放間隙。否則,隨著t0的減少,由于放電間隙條件的退化,容易發生電弧,電極經常縮回,MRR減小。排放間隙條件的退化也降低了表面光潔度。在低ti時,放電能量越低,產生的碎片越少。修復排放間隙所需的時間更少。在這種情況下,較短的t0增加了放電頻率,從而增加了MRR。
結果表明,ti、t0、二階相互作用的主要因素t0*ti對表面光潔度有顯著影響。表面粗糙度與ti、即和t0的投影表面如圖3.8(b)所示。圖中的第三幅圖顯示,通過降低ie和ti,可以有效地提高表面光潔度。與MRR結果相似,t0的影響隨ti水平的變化而變化。在高ti時,表面光潔度惡化由于放電間隙條件下的電弧,t0降低。在低ti下,不需要長t0來保持良好的放電間隙條件。表面光潔度僅與脈沖放電能量有關。
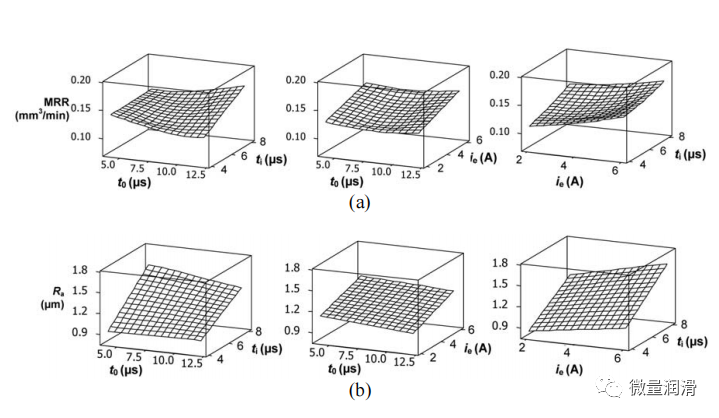
圖3.8。(a)MRR和(b)Ra與ti和t0、ie和t0、ie和ti完成EDM的響應面
從響應面來看,當降低ie、ti和提高t0時,Ra呈線性下降趨勢。線性趨勢表明,目前的加工條件仍遠遠離最小Ra區域,進一步提高表面光潔度的潛力較大。此外,ie和ti的影響可以用一個統一的參數來描述,放電脈沖能量,Ed,它可以用

其中ue是放電電壓,它取決于放電通道的特性,不受放電參數的直接控制。這與這樣的看法相一致,即較低的脈沖能量每次放電去除的物質較少,留下較淺的放電坑,產生更平滑的表面。為了實現更好的表面光潔度,我們努力通過降低ie和ti來降低放電脈沖能量。
3.5. 工藝改進
兩次嘗試縮短放電時間,降低放電電流,以改善精加工工藝。在第一次嘗試中,對EDM解決器機的發電機進行了修改,其中原來的最小ie和ti都很高。EDM發電機修改的成本比第二次嘗試要低得多,實現了SodickEDM機的先進EDM發生器。下面兩節將討論這兩種嘗試的效果。
3.5.1. EDM發電機改造,以降低放電電流
EDM發電機的修改在兩個方向上進行,減少放電時間和減少放電電流,即。
減少鈦的做法是無效的。應用一個觸發信號調制器,試圖降低ti。由于ti和t0由觸發信號的開關時間控制,如圖3.9所示,觸發電路將努力減少接通時間持續時間Ton。然而,當施加Ton低于4µs的觸發信號時,可以觀察到隨振幅下降的高度失真波形。這意味著輸入信號的驅動頻率超過了電源的頻率響應。為了輸出縮短的ti,需要進一步的電源修改,以減少其系統慣性。但這超出了我們目前的能力。
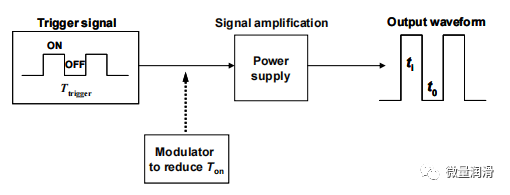
圖3.9。控制和縮短ti的示意圖。
降低放電電流的方案如圖3.10(a)所示。一個外部電阻器,R,可以消耗能量和減少電流的通過,被插入到放電回路。其對放電電流和電壓波形的影響如圖3.10(b)所示。插入10kΩ功率電阻,峰值放電電流從4降低到1A。然而,插入電源電阻會略微改變開路電壓和放電電壓。開路電壓u0從80V降到60V,放電電壓ue從20V升到25V。電壓的變化,可能會由測量誤差或泄漏電流引起,這不是一個預期的輸出,也不能用具體的支撐來解釋。由于第3.4節中的能源部分析都沒有確定它們為重要的工藝參數,因此沒有進行詳細的調查。為了適應變化的放電電壓的影響,我們使用由公式3.1計算出的放電脈沖能量Ed來表征表面光潔度的改善。
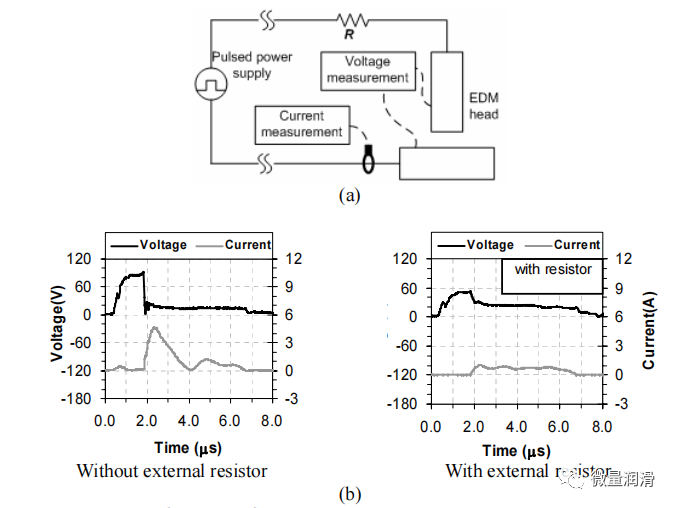
圖3.10。修改EDM發生器以降低放電電流、(a)電路示意圖和(b)對輸出放電波形的影響(EDM解決方案)
圖3.11顯示了Ed降低后表面光潔度的改善,表面光潔度為0.32µmRa。如顯微圖所示,小的Ed減少了排放坑的深度和熔融物質的溢出。通過在放電電路中施加50kΩ電阻,實現的最佳表面光潔度為0.32µmRa,脈沖能量為100µJ。進一步增加電阻(高達20mΩ)并不能幫助顯著提高表面光潔度,也沒有誘導顯著的材料去除。由于設備最小排放時間為4µs的限制,進步受到限制。不需要較小的放電電流與相對較長的放電持續時間之間的不匹配。一般來說,最終EDM需要等于或小于1µs(Luo和Chen,1990;Pecas和亨利克斯,2003)。
通過修改EDM生成器,已經取得了一定的成功。放電電流降低的成本很低,表面粗糙度降低了50%以上。但為了達到最終的表面光潔度,需要低放電電流和放電持續時間,其效果將在下一節中介紹。
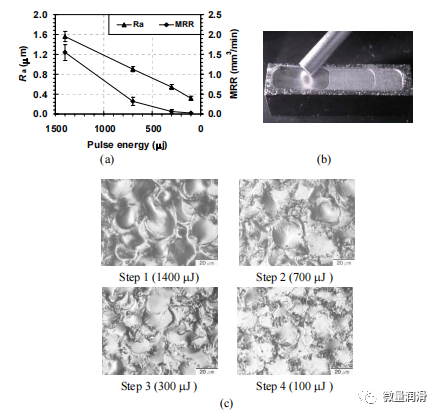
圖3.11。降低放電能量改善表面光潔度的效果(a)表面粗糙度和MRR,(b)加工表面的說明,(c)不同加工步驟的放光坑的光學顯微圖。(EDM解決方案)
3.5.2. 先進的EDM發電機與減少放電電流和持續時間
SodickEDM機用于進一步利用接近干燥的EDM精加工能力。它的超拋光發電機能夠提供ti小于1µs,即低于1A。然而,具體的發電機的工作原理不同于傳統的方法,即通過調整放電參數,如即,ti和t0來調整加工性能。相反,通過指定放電條件來選擇放電波形。在表3.3中標記為F1到F9的9種放電條件,以評估接近干燥的EDM精處理。
表3.3年。9種EDM成品排放條件的參數。
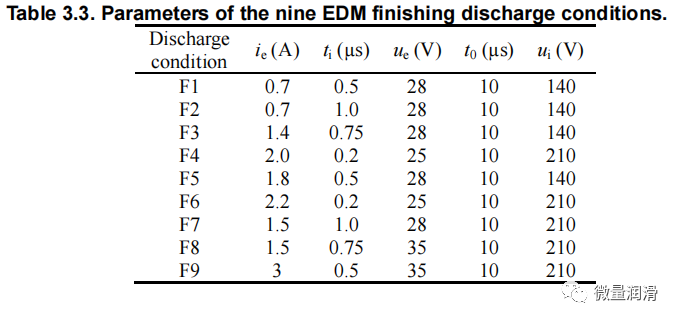
圖3.12顯示了9個接近干燥的EDM裝置F1到F9的加工性能,包括Ra、Rz、MRR、TWR、和排放間隙距離,按其Ra的升序編號,從0.09到0.4µm不等。使用即=0.7A、ti=0.5µs和Ed=10µJ的F1設置,可以獲得0.09µmRa的最佳表面光潔度。
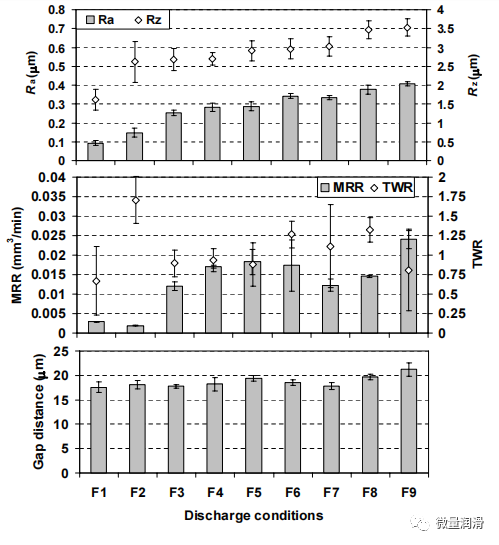
圖3.12。在不同排放條件下使用煤油-空氣混合物的近干燥EDM的性能。
除了放電能量外,EDM精細加工過程對另外兩個因素也很敏感,這還不能徹底解釋,但它們的影響值得注意。第一個因素是煤油分解后的碳含量。在完成EDM時,如果表面被均勻的碳污泥層覆蓋,通常可以預期會有光滑的表面。如果碳污泥在加工過程中沒有很好地保留,表面將會更粗糙。這種現象也被楊和曹(2007)。碳污泥被認為是分配排放能量,使排放坑變平。但對該機制仍沒有明確和深入的解釋,這需要進一步的研究。第二個因素是通過平行于放電電路連接電壓探頭可以提高加工表面光潔度。電壓探頭的加入可以改變電路的阻抗,降低放電能量。即使電壓探頭應該建立成對檢查電路的影響最小,放電電路的阻抗可以對電路組件的變化非常敏感,包含電壓探頭可以以正的影響方式降低放電能量。建議進一步研究電壓探頭對放電電路阻抗的影響,尋找提高EDM表面光潔度的方法。
與精細的表面光潔度相關,MRR在完成EDM時非常低。在圖3.12中,F1設置的MRR僅為約0.003mm3/min。如果沒有適當的工藝規劃,F1可以使用過多的加工時間,以完成甚至一個標稱表面積。例如,完成圖3.13(a)所示的5mm長和11µm深度的插槽大約需要80min。
大TWR與精細精加工過程相關聯,如圖3.12所示。對于設置F1到F9,除F2外,TWR從0.7到1.3不等,F2產生非常高的TWR,1.75。高TWR是用短ti完成EDM所固有的。
距離裝置F1到F9的排放間隙距離大約從18到21µm不等。與在較高的放電能量下產生的(30~100µm)相比,這個間隙距離相對較小(Kuniedaetal.,2005)。
低MRR和大TWR是實現大面積加工加工電火花加工的兩個挑戰。在第3.6.2和3.6.3節中,將討論工藝規劃,以減少總加工時間,并補償平面加工的刀具磨損。

圖3.13。EDM完成Ra=0.09µm(a)F111µmADOC,加工時間80min,(b)F510µmADOCF1半成品,F1最終完成,3µmADOC,總加工時間22min。
3.6. EDM粗糙和加工過程的集成
在Sodick機上集成了氧輔助干燥EDM粗加工和近干燥EDM精加工。使用相同的銅電極的集成工藝被應用于完成DMD部分的平面。進行工藝規劃是為了選擇適當和經濟的機械加工步驟。
3.6.1. 粗糙工藝規劃
根據第二章發現的氧輔助干式電火花加工,爆炸、準爆炸和正常三種放電模式代表了該工藝加工性能的三個水平。圖3.14顯示了使用SodickEDM機的代表性放電條件的性能。R1到R7的工藝參數設置列于表3.4中。

圖3.14。氧輔助干燥電火花加工在選定的排放條件下的性能。
表3.4年。選定的氧輔助干EDM條件的排放參數。
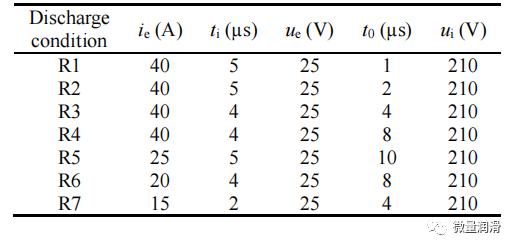
爆炸模式對于粗糙加工過程是不可取的,因為它產生劇烈的材料去除,從而使加工表面被破壞,電極經歷過度磨損。準爆炸模式是理想的粗糙過程與高MRR和接近零工具磨損,即使表面粗糙度是粗糙的。在正常模式下,氧輔助干的EDM仍然比濕或接近干的EDM有優勢,在更低的工具磨損,即使它們的MRR和表面完成具有可比性。此外,從法態模式的15µmRz作為表面粗糙度的極限氧輔助干式EDM可以在當前的設置下實現。
因此,在粗糙度加工過程中計劃了兩個加工步驟。R2作為準爆炸模式中最高的MRR,在第一步粗糙中去除大部分冗余材料,在正常模式中MRR最高的R3在第二步粗糙中使表面變平。
3.6.2. 完成過程計劃
該過程計劃減少材料去除,如ADOC,最終完成加工。這是因為F1設置,這將是實現0.1µmRa表面完成要求的最后完成步驟,有相當低的MRR。在這一步驟中,任何不必要的材料去除都將顯著增加總的加工時間。因此,半成品過程的選擇是至關重要的,因為它決定了在F1之前的表面光潔度。F1的ADOC應根據半成品的表面質量進行選擇,以確保從前期加工中完全去除粗糙的表面特征。為了找到所需的最低ADOC,調查進行如下。
進行兩組實驗,利用F1完成F3和F9設置半成品的表面。之所以選擇F3和F9作為半成品條件,是因為它們分別在表3.3中F3到F9設置中產生最粗糙和最好的表面(最高和最低Rz值),因此可以代表F1之前選擇半成品過程的兩種極端情況。當應用F1完成兩個半成品表面時,每個周期的DOC增加1µm(但ADOC由于排放間隙和刀具磨損而變化)。測量每個循環后的表面光潔度,以跟蹤其隨ADOC值增加的改善情況。用0.9、1.7和2.5µmADOC進行三個循環來完全完成F3生成的表面,用0.7、1.5、2.3、3.1和3.7µmADOC進行5次循環來完全完成F9生成的表面。
如圖3.15(a)所示,F3半成品表面的Rz為2.6µm。隨著F1的ADOC的增加,表面光潔度有所提高,直到ADOC達到2.5µm,約為原始F3完成表面的Rz,最佳Ra值為0.09µm。達到F1整理能力,0.09µmRa(圖3.12)。對于具有3.6µmRz的F9半成品表面,如圖3.15(b)所示,需要一個3.7µm的ADOC才能使F1最終成品表面達到0.09µmRa。半成品表面的Rz和F1實現完全完成表面的最小ADOC之間的良好匹配表明了確定F1最終完成的最小ADOC的標準:最小ADOC應該至少等于之前表面的Rz。
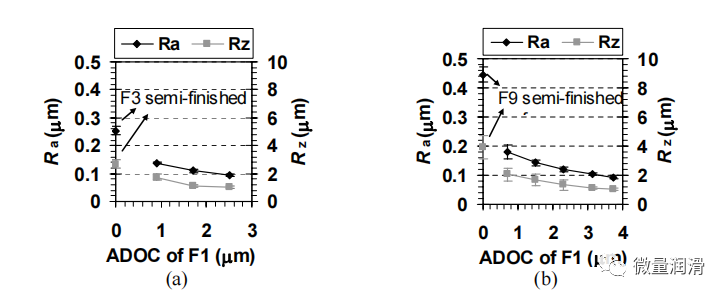
圖3.15。F1成品中DOC對(a)F3和(b)F9半成品表面的影響。
這樣,就可以通過計算和比較組合半成品和最終完成的總加工時間來進行半成品裝置的選擇利用圖3.12中的MRR和Rz信息進行加工。對F3、F4、F5、F9設置進行了比較和選擇,詳見表3.3。F6、F7和F8由于表面粗糙,MRR低,被排除在考慮之外。由于總加工時間可以隨加工面積的大小而變化,因此進行了兩組估計。第一種基于5mm沖程加工,如圖3.13所示,另一種基于近9mm×9mm平方表面,如表3.5和圖3.17所示。對于這兩種估計,假設半成品過程的ADOC為10µm,最終加工過程的ADOC設置為等于半成品表面的Rz(圖3.12)。根據圖3.12中的材料去除體積和MRR的幾何計算,可以估計加工時間。
圖3.16顯示了不同半成品加工條件下總加工時間的估計。在這兩種情況下,F5半成品加工產生最短的總加工時間。測試使用10µmADOC的F5設置進行半決賽,F1設置使用3µmADOC作為最終完成過程。如圖3.13(b)所示,被加工后的表面具有相同的表面粗糙度,0.09µmRa,與僅通過F1設置被加工后的表面相同,如圖3.13(a)所示。與F1在11µmADOC下進行單步加工的80min相比,總加工時間減少到22min(從估計的25min)(圖3.13(a))。
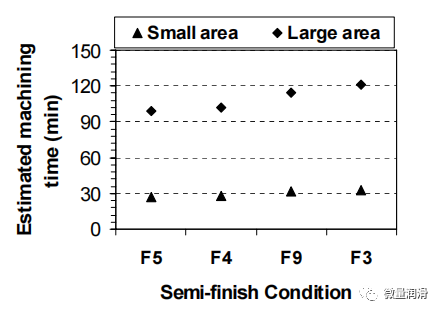
圖3.16。不同半成品條件下總加工時間的估計。
因此,完成過程計劃有兩個步驟:F5設置10µmADOC作為半決賽,F1設置3µmADOC作為最終完成過程。
3.6.3. 綜合加工
除了所選的粗糙和精加工工藝,中間加工步驟,即F10設置的近干EDM(表3.5),需要連接到這兩個工藝。應用圖3.17(a)中的工具路徑,共采用5個加工步驟來完成圖3.17(b)中的平面。表3.5列出了每個步驟的加工信息,包括放電設置、總加工深度、方形表面(a)的尺寸、加工時間以及被加工表面的Rz和Ra。
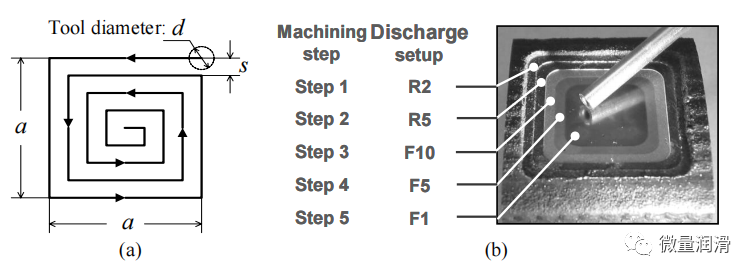
圖3.17采用集成干燥和接近干燥的EDM的平面研磨,(a)工具路徑和(b)成品鏡面。
表3.5年。在完成DMD部分時的處理信息。
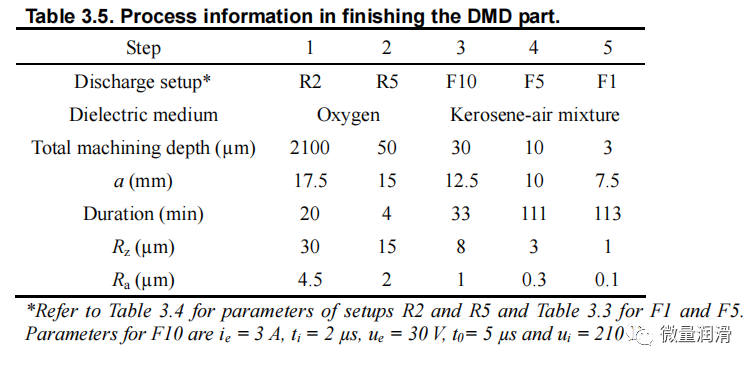
步驟1和步驟2分別采用氧輔助干式EDM。步驟1需要7次切割,在DMD部分上做一個約2毫米深度的口袋。總加工時間為20min。在步驟2中,在4min中將表面粗糙度Rz從30µm降低到15µm。由于氧輔助粗糙加工中刀具磨損相當小,因此在一條加工路徑中產生平面。
從步驟3開始,應用使用煤油-空氣混合物的接近干燥的EDM。在接近干燥的EDM加工時的大刀具磨損(圖3.12中的TRW>50%)成為一個挑戰用于平面加工。假設加工前表面完全平坦,如果只采用一條加工路徑,由于刀具縮短(磨損),起點的加工表面高度將低于終點的加工表面高度。為了克服這個問題,必須沿著同一刀具路徑重復進行加工。每次加工后,使用連接在機器上的參考儀表測量電極的縮短。然后,通過以相同的縮短量抵消電極朝向工件來補償縮短。重復加工幾次,直到測量的電極磨損小于1µm。雖然該過程耗時,但是一種可靠的無平面表面快速復磨的方法。
在步驟3中,在33min內完成三次研磨平面。表面粗糙度降低到8µmRz。在步驟4中,通過F5進行半成品,重復7次研磨,在111min中使表面變平至3µmRz。在步驟5中,通過F1最終完成,重復8次研磨,在113min中完成表面到0.1µmRa。
大部分的加工時間消耗在最后三個接近干燥的EDM加工步驟。這部分是由于固有的低MRR。相對較大的刀具磨損和需要補償刀具磨損,以產生一個平坦的表面,也延長了加工時間。由于銑削重復,實際加工時間是估計時間的兩倍。如果采用自動刀具磨損補償,加工時間預計將大大減少。
3.7. 結論性言論
本研究利用了干和近干電火花磨在精加工中銑削的能力。研究了介電流體、電極材料和放電參數的影響。在相同的放電條件下,近干電DM比濕電DM能產生更好的表面光潔度。煤油基液態混合物和銅電極推薦用于精細表面拋光加工。如果銅電極不能實現穩定的加工,銅滲透石墨電極可以替代中等的表面光潔度。低放電電流(<2A)、低放電持續時間(<2µs)和負極性是精細表面處理所必需的。一個簡單的修改來減少放電電流被證明是成本效益的提高表面光潔度。在一個先進的EDM脈沖發生器的幫助下,近干的EDM研磨已被證明能夠實現0.09µmRa的表面光潔度。
然而,低MRR和高TWR與EDM精加工過程有關。建議進行適當的工藝規劃,以盡量減少精加工過程中的材料去除,以避免過多的加工時間。通過重復加工路徑,犧牲加工速度,克服了高TWR的問題。工具磨損補償算法和低磨損電極材料的研究。

")

