鋁合金銑削
微量潤滑裝置
壓縮空氣壓力: 0.25MPa
壓縮空氣消耗: 0.2cm3/min
銑削采用刀具:
銑刀: WC, d=10毫米
工藝參數:
銑削速度: 314m/min
進給:0.1mm/齒
軸向銑削深度:7.5毫米
徑向銑削深度:5毫米
磨損情況對比(圖片)
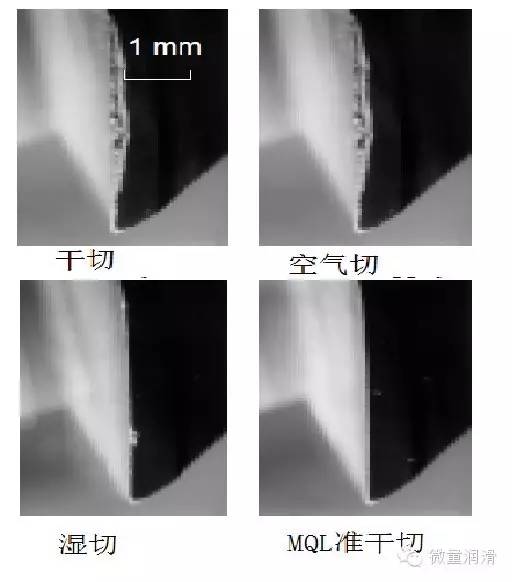
可見,干切和壓縮空氣冷卻銑削時銑刀磨損很快,微量潤滑準干切與濕切時情形差不多。


英文站
北京培峰技術有限責任公司官方網站!
英文站


鋁合金銑削
微量潤滑裝置
壓縮空氣壓力: 0.25MPa
壓縮空氣消耗: 0.2cm3/min
銑削采用刀具:
銑刀: WC, d=10毫米
工藝參數:
銑削速度: 314m/min
進給:0.1mm/齒
軸向銑削深度:7.5毫米
徑向銑削深度:5毫米
磨損情況對比(圖片)
可見,干切和壓縮空氣冷卻銑削時銑刀磨損很快,微量潤滑準干切與濕切時情形差不多。
在線留言


