


摘要
本研究的工作提供了基于Ranque-Hilsch渦流管的微量冷卻潤滑和使用涂層硬質合金鉆頭對Hardox 500鋼(49-50 HRC)進行硬鉆時的微量潤滑性能的實驗評估。Al2O3納米顆粒懸浮在包括水基乳液和米糠油在內的基液中,以增強冷卻和潤滑效果。研究了由鉆進推力,表面粗糙度,表面輪廓和微觀結構以及刀具磨損組成的響應變量,并使用方差分析來評估在微量潤滑和微量冷卻潤滑條件下輸入的加工參數。本文的結果表明,與使用/不使用納米流體的微量潤滑和使用純流體的微量冷卻潤滑相比,使用Al2O3納米流體的微量冷卻潤滑可提供更好的加工性能,并具有更好的表面質量和更低的推力。此外,基于優化結果,進行了驗證實驗,以研究更多鉆削推力,切屑形態和刀具磨損。
介紹
機加工是按照技術要求將工件切成最終形狀和尺寸的各種過程之一。其中,鉆孔過程在產生孔洞中起著重要作用。接觸區的熱耗散和高摩擦通常會限制鉆削操作中的切削性能。切削溫度高和切削力增大會導致刀具壽命和表面質量急劇下降,但可以通過使用大量切削液進行冷卻來改善切削性能。鉆孔過程中通常會使用工業切削液來注入泛濫冷卻液,但這會帶來不利的影響。鉆頭可減少摩擦,延長刀具壽命,提高速度和進給以及表面粗糙度,并有助于彈出切屑。對環境的影響,這已成為現代工業中最大的問題之一。因此,已經研究和開發了減少環境負荷以實現環境友好的制造過程的要求。在加工中減少金屬切削液被認為是解決該問題的有效方法。在許多建議的替代解決方案中,主要研究了在干燥,壓縮冷空氣和微量潤滑(MQL)條件下的鉆孔過程。并歸類為環保加工方法。干鉆是指不使用切削液的機械加工,但是它面臨一些技術問題,包括刀具快速磨損,蒔蘿鉆頭和加工表面的熱劣化等。Díaz-Álvarez等人估計了使用TiAlN涂層硬質合金工具對Ti6Al4V合金進行干鉆時的熱效應。結果表明,由于沒有冷卻和潤滑介質,在與鉆具的接觸和切削溫度高的瞬間,加工表面的材料達到了最高溫度。Z Zhu等人建立了新的三維(3D)示意圖,以完全理解Ti6Al4V合金干鉆中的切屑形成和形態。實驗結果表明,進給速度在切屑宏觀形態上比切削速度更重要。切屑的長度隨著進給量的增加而減小,而隨著切削速度的增加幾乎保持不變。P Haja Syeddu Masooth和V Jayakumar7研究了三種不同涂層(TiN,AlCrN和TiAlN)在5052級鋁合金的干鉆工藝下對孔表面光潔度的影響。作者指出,TiAlN涂層工具具有更好的孔表面光潔度,更低的磨損率和更高的生產率。FM Bordin和RP Zeilmann8使用硬質合金工具進行了干鉆實驗,該工具涂有TiAlN和三種配置的工具(削尖,用磨料刷拋光,并用后表面精加工處理)。結果表明,切削刃的制備對加工孔的表面完整性有很大影響。但是,干鉆的機械加工性能很低,并且始終需要使用高級鉆具,而注滿潤滑技術會導致環境和健康問題以及處理用過的切削液的高成本。
因此,低溫和微量潤滑條件是克服干式和淹沒式加工缺點的有前途的解決方案。S Joshi等人開發了一種新方法來預測切削速度和推力,分層和表面粗糙度的進給速度,從而對碳纖維增強聚合物(CFRP)進行干式深冷鉆削時的分層因子。本文的結果表明,與干切削相比,在低溫條件下的鉆孔顯示出表面質量的顯著改善。B Tasdelen等人[1]比較了齒輪鋼鉆孔中的溢流,帶乳液的MQL和壓縮空氣冷卻。結果表明,MQL和空氣冷卻下的刀具磨損要比使用乳膠的溢流條件低,但空氣冷卻下的刀具磨損要比MQL的大。此外,作者還指出,與空氣冷卻相比,MQL中的表面粗糙度更好,切削力更低。事實證明,MQL條件可提供更好的潤滑效果,而空冷則具有良好的冷卻特性。AT Kuzu等人[10]研究了MQL條件下深孔鉆進過程的熱模型。從獲得的結果來看,在鑿子邊緣處的熱通量最大,這表明沿著切削唇從鑿子到鉆頭周邊的趨勢逐漸減小。G Le Coz等人11還研究了在Ti6Al4V鈦合金的MQL鉆孔和干磨中測量切削溫度。結果表明,該測量系統非常靈敏,可以更準確地反映切削溫度。S Niketh和GL Samuel12研究了在干燥,潮濕和MQL條件下微織構工具的鉆孔性能。在這項研究中,作者使用了在凹槽和邊緣處具有微紋理的鉆孔工具來減小滑動摩擦。發現該工具比具有推力減小的非紋理化工具更有效。發現微織構鉆具切削性能的改善是在切削狀態下接觸長度減少和微池潤滑作用形成的潛在機理。此外,由于更好的冷卻和潤滑效果,在潮濕和MQL條件下,主要影響加工孔質量的毛刺形成似乎很少。MQL情況下無效的冷卻速度是造成回滾型毛刺的主要原因,這是MQL技術的主要缺點,特別是由于切削區域產生大量熱量而導致的硬加工。13-15為了發展MQL技術,使用懸浮在基礎流體中的納米顆粒是一種有前途的解決方案,并已引起了很多研究人員的關注。16-19SS Chatha等人[20]研究了納米流體最小量潤滑(NFMQL)下鋁6063的鉆孔性能)條件下使用高速鋼(HSS)工具。結果表明,與其他冷卻液潤滑條件相比,NFMQL顯著延長了刀具壽命,并降低了鉆井扭矩和推力,這是由于納米顆粒的滾動作用和出色的冷卻性能所導致的接觸面摩擦力的降低。此外,作者還指出,消除了切屑和毛刺可提高孔的表面質量并減少刀具磨損。在使用HSS工具對SKD11工具鋼進行端銑削時,也報道了類似的觀察結果。21 R Rosnan等人[22]研究了使用納米流體的MQL對硬質合金鉆頭鉆孔鎳鈦合金性能的影響。結果表明,Al2O3納米流體有利于提高刀具的耐磨性,并由于滾動效應以及在接觸區形成摩擦膜而降低涂層硬質合金鉆頭的鉆頭推力。相反,MQL納米潤滑劑僅適合在10–20µm / min的切削速度內控制刀具的磨損率。此外,發現在MQL納米流體條件下的鉆削與在淹沒條件下加工難切削材料相比,在表面質量和未涂層鉆頭的刀具壽命方面無效。相反,事實證明,MQL方法的冷卻效果很差,這是主要缺點,并且由于切削區產生的大量熱量而限制了其在硬加工中的適用性。16因此,用于難加工的硬加工的替代方法近年來,人們已經研究和開發了可切割材料,以找到技術和經濟的解決方案,這不僅引起研究人員而且引起了全球制造商的日益關注。與普通鋼相比,Hardox 500鋼可減輕重量并延長零部件的使用壽命。
鋼材類型證明,硬度和韌性的獨特結合使Hardox可以在許多工業應用中充當承載部件,并且可以將設計結構設計為同時具有耐磨性,堅固性和輕便性。但是,金屬切削過程在使用普通切削工具和干燥條件下進行時會遇到挑戰,這限制了生產率并增加了加工成本。最近,NFMQL23-26和最小量冷卻潤滑(MQCL)27-31被認為是克服MQL技術的主要缺點即低冷卻性能的有前途的解決方案。他們給出了輔助難加工材料的新型替代加工技術,但是幾乎所有在MQCL條件下進行加工的研究都使用了具有冷卻性能的乳液基流體,該乳液具有MQL方法的輔助功能。因此,關于使用不同納米流體的MQCL的研究是最新的課題,并且將給出令人鼓舞的結果。
O Gutnichenko等人[32]最近在MQCL條件下研究了基于石墨蔬菜的納米流體對硬車削的影響。所獲得的結果表明,由于納米顆粒所產生的組合中的摩擦減少以及MQCL技術所產生的冷卻增強,使得車削性能大大提高。PQ Dong等人33研究了使用MoS2納米流體在SKD11工具鋼的硬銑削中的MQCL性能。結果表明,通過使用MoS2納米流體可增強冷卻和潤滑效果,由此顯著減少了白層的形成和燃燒痕跡,因此改善了表面質量。
簡要回顧之后,可以得出結論,研究MQCL在難以切削的材料(如Hardox 500鋼)的硬質鉆孔中的性能研究報道很少。因此,作者對Hardox 500鋼(49–50 HRC)的MQCL硬鉆進行了研究。此外,本研究還研究了使用Al2O3納米流體的MQCL性能,然后在鉆孔推力,表面粗糙度,表面微觀結構和工具磨損方面與NFMQL和干燥條件進行了比較。這也是基于Ranque–Hilsch渦流管[34]原理應用MQCL的首次嘗試,該渦流管用于將普通壓縮空氣中的冷熱氣流與MQL技術結合使用,以產生冷卻和潤滑效果。本研究中提出的方法屬于一種環境友好的加工過程,適合于可持續生產。
材料和方法
實驗裝置
硬鉆實驗的建立模型如圖1所示。實驗在Mazak垂直中心smart 530C上進行。使用住友電工(日本制造)的多鉆MDS127SK硬質合金鉆頭,該鉆頭帶有TiAlCN涂層(圖2)。冷卻和潤滑系統包括名稱為NOGA MiniCool MC1700的MQL設備,名稱為Frigid-X Sub-Zero Vortex工具冷卻霧系統(由Nex Flow™生產)的MQCL設備,壓縮空氣,壓力穩定設備,米糠油,5%(重量)的乳化油和Al2O3納米顆粒。測量設備包括用于表面粗糙度的SJ-210 Mitutoyo,用于表面形貌的KEYENCE VHX-6000數字顯微鏡以及用于切削力的奇石樂石英三分量測力計9257BA。使用蘇州東吳恒球石墨烯技術有限公司生產的Al2O3納米顆粒。平均晶粒尺寸為30 nm(圖3)。在這項研究中,使用尺寸為150 mm×100 mm×15 mm的Hardox 500鋼(49–50 HRC)。Hardox 500鋼的化學成分和力學性能如表1和表2所示。為了在米糠油和水基乳液的基礎液中形成1.0 wt%的Al2O3納米顆粒均勻分布,將具有納米添加劑的基礎液置于由JP SELECTA生產的Ultrasons-HD超聲波發生器在40 kHz時具有600 W的超聲波脈沖持續6 h,并直接用于MQL和MQCL系統。23
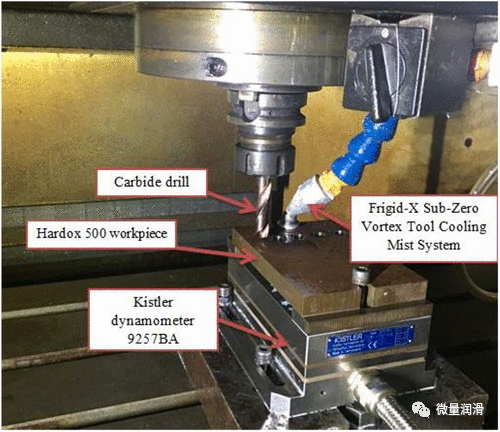
圖1.實驗設計
圖2.多鉆MDS127SK硬質合金鉆
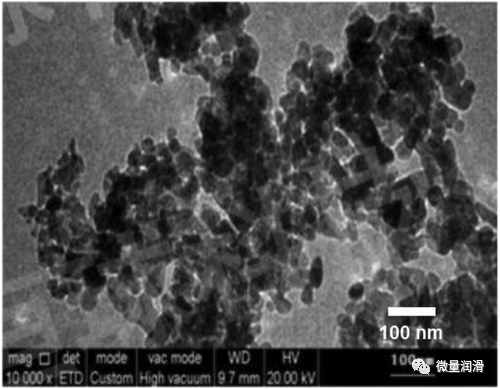
圖3. Al2O3納米顆粒的TEM圖像


表1. Hardox 500鋼的化學成分

表2. Hardox 500鋼的機械性能
鉆探實驗是按照階乘設計2k-p進行的,其中有五個變量(k = 5)。表3給出了控制因素及其水平。實驗設計為

表3.輸入的加工因子及其水平
Minitab 18.0軟件用于25-2III2III5-2的實驗設計。表4顯示了具有試運行順序和響應變量的實驗設計。MQL和MQCL系統的氣壓為6 Bar,流速為30 mL / h是固定的。對于24–27°C的室溫,MQCL噴嘴的輸出冷空氣溫度約為4–8°C。每個實驗試驗在相同的加工參數下重復三遍。
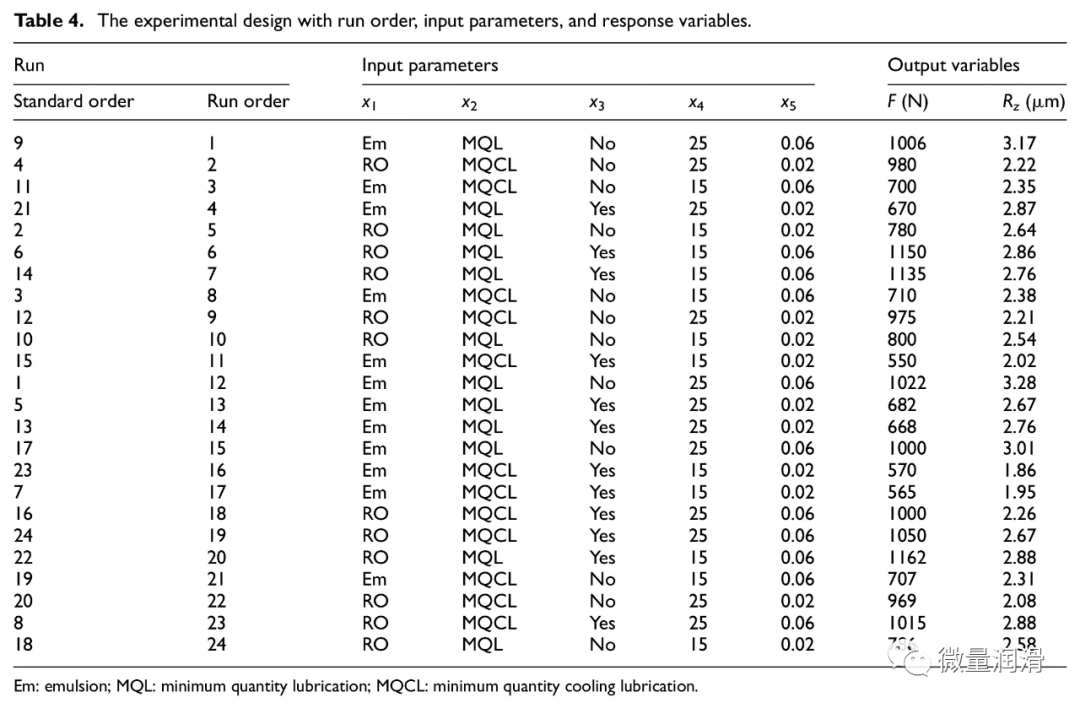
表4.具有運行順序,輸入參數和響應變量的實驗設計
結果和討論
對鉆孔推力F的影響
使用Minitab 18軟件以95%的置信度(即5%的顯著性水平)分析實驗數據。輸入的加工參數對鉆進推力的影響由等式(1)給出,確定系數(R2)等于99.80。方差分析(ANOVA)的結果在附錄1中的表5中給出。用于評估變量對軸向力影響的帕累托圖如圖4所示,研究變量對鉆井推力值的影響如圖5所示。5,
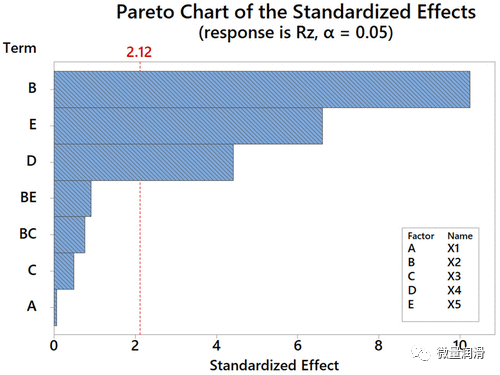
圖4.研究變量對鉆孔推力F影響的帕累托圖
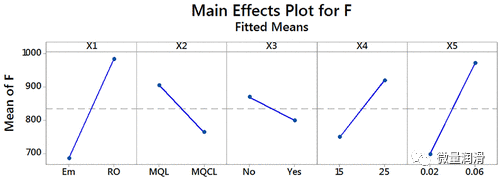
圖5.研究變量對鉆孔推力F值的影響
鉆孔推力F的回歸函數由下式給出:

從圖4的帕累托圖可以看出,所有研究變量的值都超過了參考線,這意味著它們對鉆進推力F的影響很大。每個輸入加工參數的影響程度由其系數反映在等式(1 )。該結論具有科學和實踐意義,因為流體類型,冷卻和潤滑方法(MQL和MQCL),納米顆粒和切削條件對Hardox 500鋼的硬鉆加工過程具有重要影響。
附錄1表5中的ANOVA結果表明,方程(1)中所研究的參數及其相互作用的p值小于顯著性水平α= 0.05,因此具有很大的影響力。回歸模型由等于99.80的確定系數(R2)進行判斷,這意味著所獲得的模型是合適的。
在輸入的加工參數中,流體類型(1)(x1)和進給速率(5)(x5)影響最大,其次是納米顆粒(3)(x3)和冷卻潤滑方法(2)(x2)。因此,當需要控制切削力時,應修改流體類型和進給速度。
2x2×3x3(冷卻和潤滑方法和納米顆粒)和2x2×5x5(冷卻和潤滑方法和進料速率)的相互作用具有顯著影響,如式(1)和圖4所示。
輸入參數對鉆進推力F(圖5)的影響如下:
流體類型(1)(x1)的影響:5%乳液時的切削力小于米糠油。原因是,與乳化液相比,米糠油具有較高的粘度,使其難以進入切削區域,并且由于降低了硬鉆過程的切削溫度,因此其冷卻和潤滑性能降低。點火溫度,適合先前的研究16
冷卻和潤滑方法的效果(2)(x2):由于冷卻效果更好,MQCL的性能優于MQL。
納米粒子(3)(x3)的影響:與使用純流體的情況相比,使用納米流體會降低軸向鉆孔力,這表明Al2O3納米流體的潤滑性能更好.16,19,27
切削速度(4)(x4)和進給速度(5)(x5)的影響:軸向鉆孔力F隨著切削速度和進給速度的增加而增加。
從輸入參數的影響分析來看,為了降低鉆進推力F,應采用乳化液,MQCL,Al2O3納米流體,切削速度Vc = 15 m / min和進給量0.02 mm / rev的組合。。
對表面粗糙度Rz的影響
從幾何學上講,鉆孔是一個復雜的過程,傳統上被歸類為粗加工過程。通常在螺紋加工,攻絲,鏜孔,鉸孔等之前執行。因此,對加工孔質量的要求不高,因此作者使用了表面粗糙度標準Rz。
使用Minitab 18軟件以95%的置信度(即5%的顯著性水平)分析實驗數據。輸入的加工參數對表面粗糙度Rz的影響由等式(2)給出,確定系數(R2)等于91.39。方差分析的結果在附錄1的表6中給出。用于評估變量對表面粗糙度值的影響的帕累托圖如圖6所示,所研究變量對表面粗糙度值的影響如圖7所示。
圖6.研究的變量對表面粗糙度Rz的影響的帕累托圖
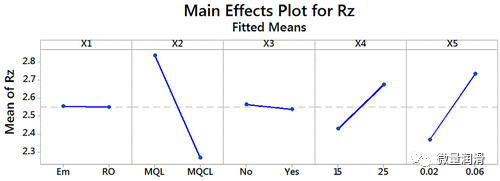
圖7.研究變量對表面粗糙度Rz值的影響
表面粗糙度Rz的回歸函數由下式給出:

鉆孔后,通過電火花線切割加工將樣品切割成橫截面,然后在KEYENCE VHX-6000數字顯微鏡下對其進行檢查(圖8)。圖9顯示了加工參數對硬鉆孔過程中表面輪廓和微結構的影響。

圖8.加工孔的橫截面,以研究表面輪廓和微觀結構
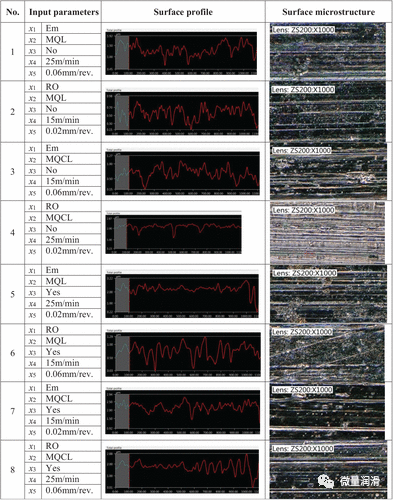
圖9.按照實驗設計的加工孔的表面輪廓和微觀結構
從圖6的帕累托圖來看,在研究的變量中,冷卻和潤滑方法的影響最大,其次是進給速度和切削速度。流體類型和Al2O3納米顆粒也與冷卻和潤滑方法有相互作用,但對表面粗糙度Rz的影響很小。
附錄1表6中的ANOVA結果表明,所研究的參數的p值小于α= 0.05,因此會產生很大的影響。通過確定系數(R2)等于91.39來判斷回歸模型,這意味著所獲得的模型是合適的。
從圖9可以看出,所有研究的參數都對表面粗糙度Rz,表面輪廓和表面微觀結構有很大影響。通常,Rz值和表面微觀結構良好,并且滿足粗加工的要求。
輸入變量對表面粗糙度Rz的影響(圖7)如下:流體類型,冷卻和潤滑方法,納米顆粒,切削速度和進給速率對表面粗糙度的影響與前面提到的鉆進推力的影響相似。冷卻和潤滑方法,切削速度和進給速度對Rz值有很大影響。為了降低表面粗糙度Rz的值,應使用MQCL,切削速度Vc = 15 m / min和進給速度0.02 mm / rev的組合。
多重優化結果
鉆孔推力和表面粗糙度Rz的優化圖如圖10所示。
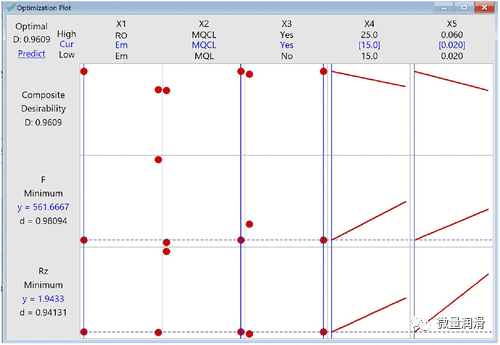
圖10.優化圖
從多重優化結果來看,使用基于乳液的納米流體的MQCL具有15 m / min的切割速度和0.02 mm / rev的進給速度。為了獲得生產率和質量特征,可以提高切割速度和進給速度。需要進一步研究以更準確地評估切屑形成,刀具磨損和刀具壽命。
Hardox 500鋼的切削加工性研究
目的是通過切屑形成,刀具磨損和刀具壽命來評估Hardox 500鋼鉆孔過程的可加工性。實驗設置與“實驗設置”部分相同,并在MQCL條件下使用納米濃度為1.0 wt%的Al2O3乳液基納米流體進行。切削速度為20μm/ min,進給速度為0.04μmm/ rev(研究范圍的平均值)。該圖顯示了每次測量7.5µmin時鉆進推力與切削時間之間的關系,如圖11所示。切屑形態和側面磨損分別如圖12和13所示。
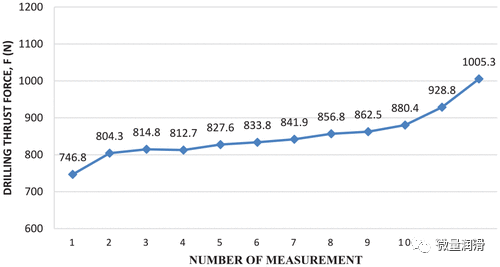
圖11.鉆孔推力F和切削時間之間的關系

圖12.使用Al2O3納米流體在MQCL下的切屑形態:(a)連續切屑,(b)未與前刀面接觸的切屑表面,以及(c)與前刀面接觸的切屑表面
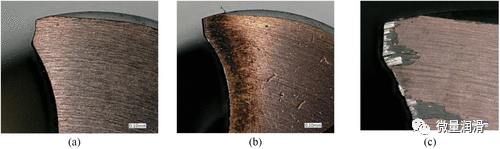
圖13.在使用Al2O3納米流體和干燥條件下的MQCL下的側面磨損:(a)新鮮切削刃的側面,(b)在使用Al2O3納米流體的MQCL下20 min后的側面,以及(c)在干燥條件下20分鐘后的側面
盡管Hardox 500鋼具有較高的硬度(49–50 HRC),但也具有延展性和韌性。因此,由于高水平的塑性變形特性(圖12(b)和(c)),在芯片表面上形成了折疊的長條帶(圖12(a))的連續芯片,這也使芯片斷裂過程變得困難。
新鮮的鉆孔工具如圖13(a)所示。從圖13(b)可以清楚地看到,在使用20%切削量的納米流體在MQCL下使用1 wt%的MQCL硬質合金鉆頭的側面出現了燒傷區域,磨損區很小。燒傷痕跡是由于切削液著火附著在側面上引起的。相反,即使在相同的切削條件和時間下,在干燥條件下的磨損面積也很大(約0.25-0.3mm)。磨損方式主要是凹坑,刀具壽命結束。在使用Al2O3納米流體的MQCL下,刀具壽命約為90 min,而側面磨損(VB)的臨界值為0.3 valuemm.14
結論
在這項研究中,使用ANOVA進行實驗設計來研究輸入加工變量的影響,這些變量包括基礎流體類型,冷卻和潤滑方法(MQL和MQCL),Al2O3納米顆粒,切削速度和進給速率對鉆進推力的影響Hardox 500鋼(49–50 HRC)的硬鉆加工中的表面粗糙度,表面粗糙度和表面微觀結構。然后,進行多次優化,以預測最佳加工參數,從而提供技術指導和研究方向。
在這項工作中,使用MQCL設備Frigid-X次零渦旋工具冷卻霧系統來創建冷氣流以提高冷卻性能,該系統已成功應用于使用涂層硬質合金工具的硬鉆中。這是研究使用Al2O3納米流體的新型MQCL性能的第一項實驗工作,并且還與MQL技術進行了比較,以證明Hardox 500鋼(一種難切削的材料)在硬加工中的有效性。
與使用純流體的MQL和MQCL相比,在使用乳液型流體和Al2O3添加劑的MQCL技術的情況下,表面粗糙度和微觀結構得到改善。據報道,使用Al2O3納米流體對MQCL進行冷卻潤滑有顯著改善。
基于多次優化結果,進行了驗證實驗,不僅具有更深的了解,而且還研究了切屑的形態和刀具磨損。結果表明,通過切屑形態和側面磨損的顯著降低,可以觀察到使用Al2O3納米流體對MQCL的更好的冷卻和潤滑性能。因此,在切削速度為20μm/ min和進給速度為0.04μmm/ rev的情況下,刀具壽命大大延長至90μmin,這比干燥條件下的壽命長約4.5倍。
極高的耐磨性一直是Hardox鋼的典型性能。如今,它比以往任何時候都更加堅韌,能夠承受沉重的沖擊而不會永久變形或破裂。因此,它以難以切割的材料分組。將MQCL與納米流體一起應用到使用涂層硬質合金刀具的硬鉆工藝中,有助于改善Hardox 500鋼的機械加工性能,同時保持良好的表面質量和刀具壽命。這將是一種有前途的可持續加工解決方案。
根據獲得的結果,結合使用基于乳液的納米流體的MQCL方法,其切割速度為15μm/ min,進給速度為0.02μmm/ rev,可得出較低的表面粗糙度Rz和鉆孔推力F。相反,在滿足技術要求的同時,可以使用外部噴霧而不是制造商建議的內部噴霧,這有助于簡化機床和鉆頭并降低制造成本。在進一步的研究中,需要進行更多的研究來關注其他參數的影響,例如納米粒子濃度,切割溫度和MQCL參數。
附錄1
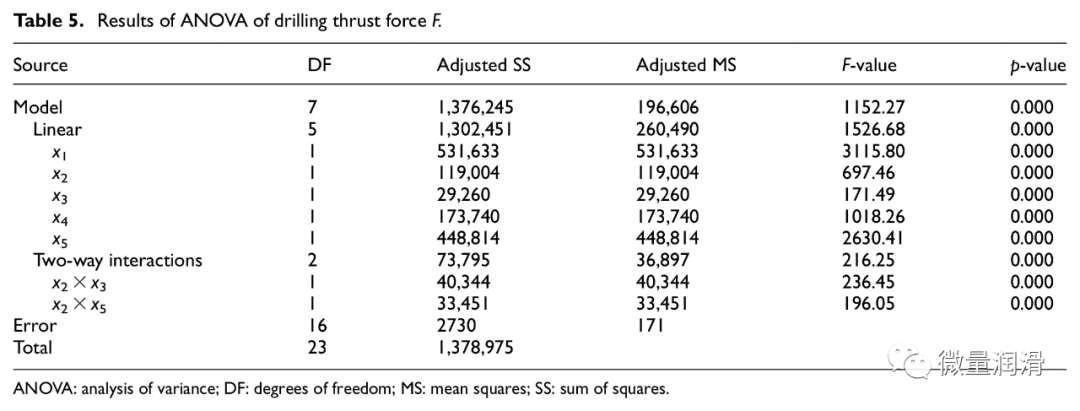
表5.鉆孔推力F的方差分析結果
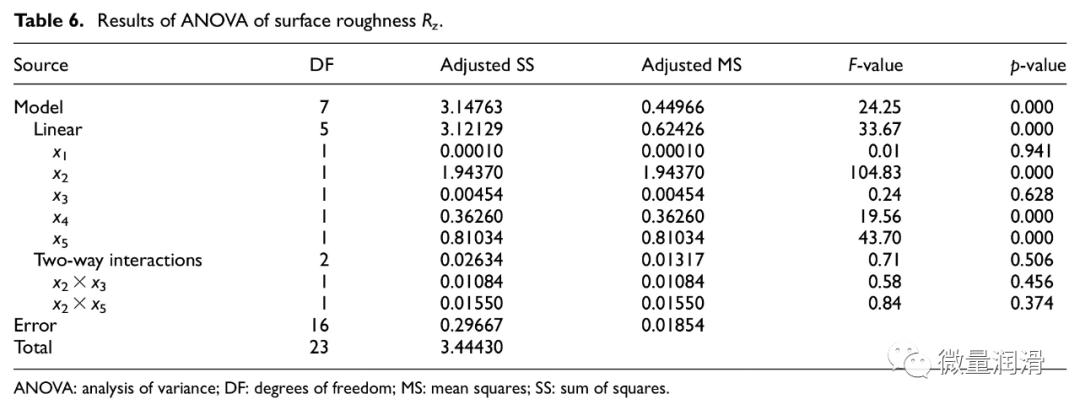
表6.表面粗糙度Rz的ANOVA結果

作為一種可持續冷卻技術的實驗研究")

